





The Effect of CO2 Laser Irradiation on Surface & Dyeing Properties of Wool for Textile Design
By Laura Morgan
A digital laser dyeing technique for woolen textiles has been developed at Loughborough University. The technique was developed to explore potential sustainable design techniques using laser technology. The research examined the effect of laser irradiation as a pre-treatment to dyeing 100 percent wool and the potential to use this as a design tool for textile processing.
The textiles and clothing sector represents the second biggest area of global economic activity in terms of intensity of trade with an economic value of over one trillion US Dollars, so the sector’s environmental impacts are hugely significant. The consumption of water, energy and chemicals used in current dyeing and finishing processes in the textile industry pose significant environmental concern and have been identified as key challenges to sustainability within the industry. By offering alternative solutions to traditional textile wet processing through laser technology, there is potential to increase environmental sustainability through significant reduction in energy and wastewater effluent.
Current industry standards for dyeing woolen textiles use high temperatures and long processing times to aid dye diffusion through the hydrophobic cuticle layers of wool fibers. Chemical pre-processing such as chlorination is regularly required for an optimum dye reaction to take place.
To examine the effect of laser treatment on the surface properties of wool, laser irradiation at increasing power outputs was performed prior to dying the wool with reactive dyestuffs. The laser system used for the study was a Synrad carbon dioxide source laser that operated at a wavelength of 10.6 μm in the far infrared spectrum with a maximum power of 100 W. Dyeing of the laser treated wool was performed in an Ahiba Infrared Dye Machine. In the machine, each fabric sample occupied its own airtight vessel where temperature and agitation could be controlled and maintained throughout the dyeing process.
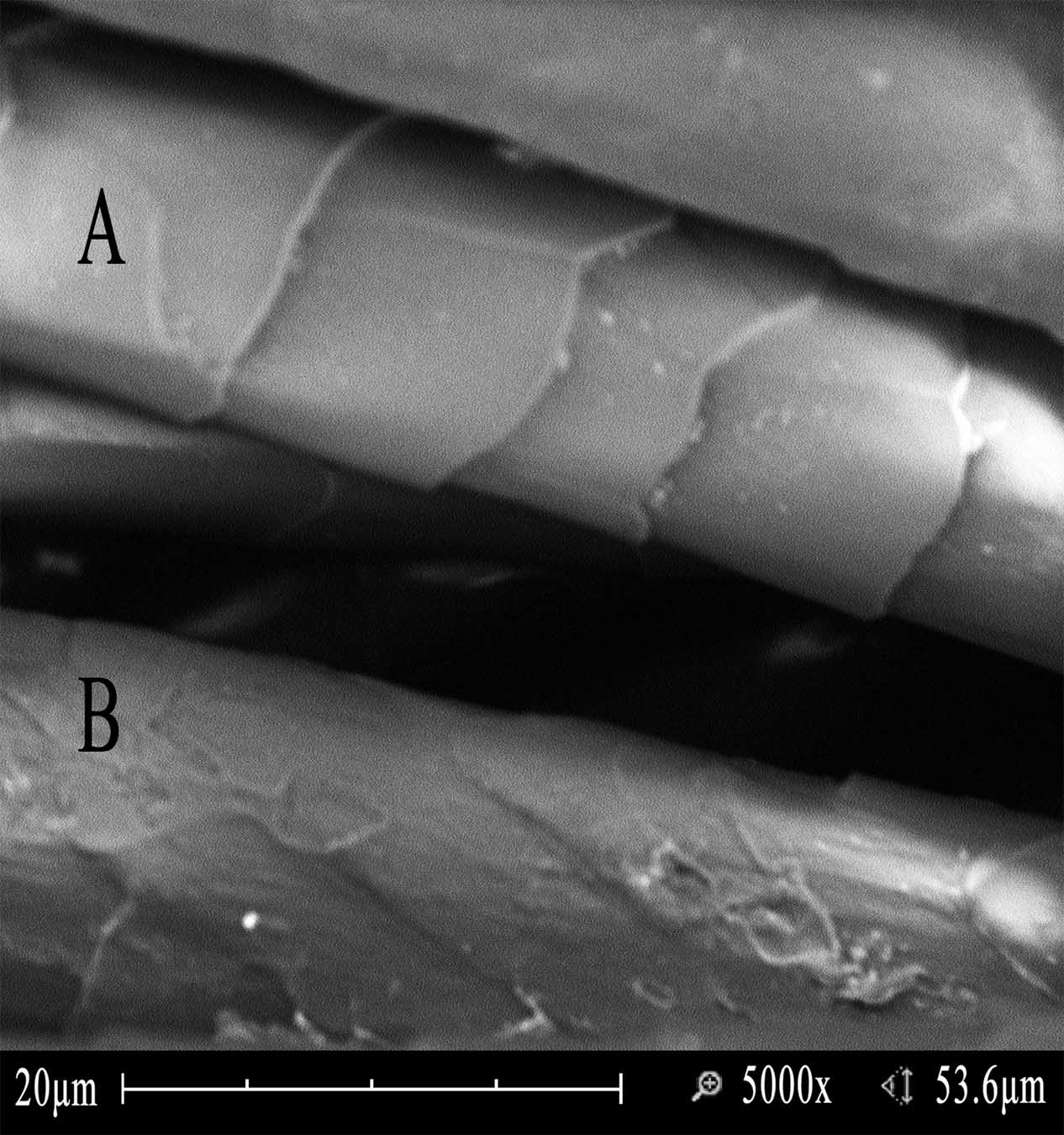
The morphology of the irradiated surfaces was examined by scanning electron microscopy (SEM). SEM was carried out on an area of the wool fabric that had been subject to laser irradiation. The micrograph in Figure 1 shows the woolen fibers after laser irradiation. Two particular fiber strands of note, labeled A and B can be clearly seen. The characteristic scales of a natural wool fiber can be seen on Strand A, this strand had not been subject to laser irradiation. On Strand B however, the scales on the surface of the fiber appear less pronounced; they have been ablated by laser irradiation.
This laser modification of the outer cuticles of wool fibers, was found to remove and disrupt the hydrophobic surface. Removal of the scales, not only removes the covalently bond fatty layer of lipids to give a less hydrophobic surface, but also exposes more of the underlying hydrophilic cortex.
An increased rate of diffusion when dyeing may be expected, which has potential to be used as an alternative to wet, chlorination processes with the added advantages of the laser allowing accurate and targeted processing.
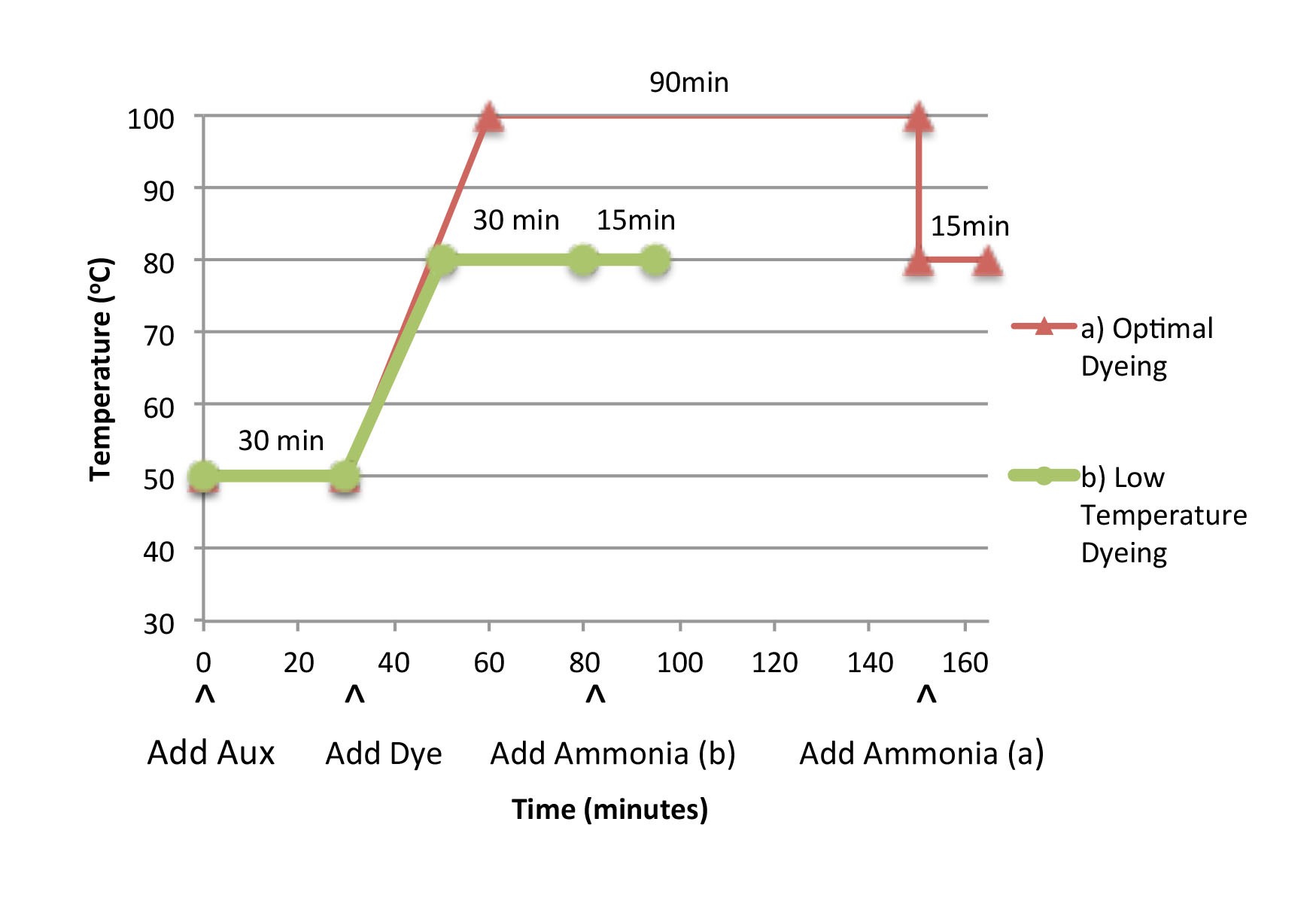
Figure 2 shows the schematic for dyeing wool. The red line shows standard optimal dyeing conditions used for dyeing wool in industry, where the dyebath is held at 100o C for 90 minutes. Test temperatures of only 80o C were used throughout this study, held for a reduced overall dyeing time as shown in green on the schematic in Figure 2. When these conditions are compared, some very significant energy savings can be seen, estimated at an approximate 54 percent saving.
The results of increasing power density on laser pre-treated wool, followed by dyeing are shown in Figure 3. Visually, a change in color can be seen between each of the laser treated samples (b to e) and the untreated control (a). As laser power increases, the color change appears to show increasingly darker shades of blue.
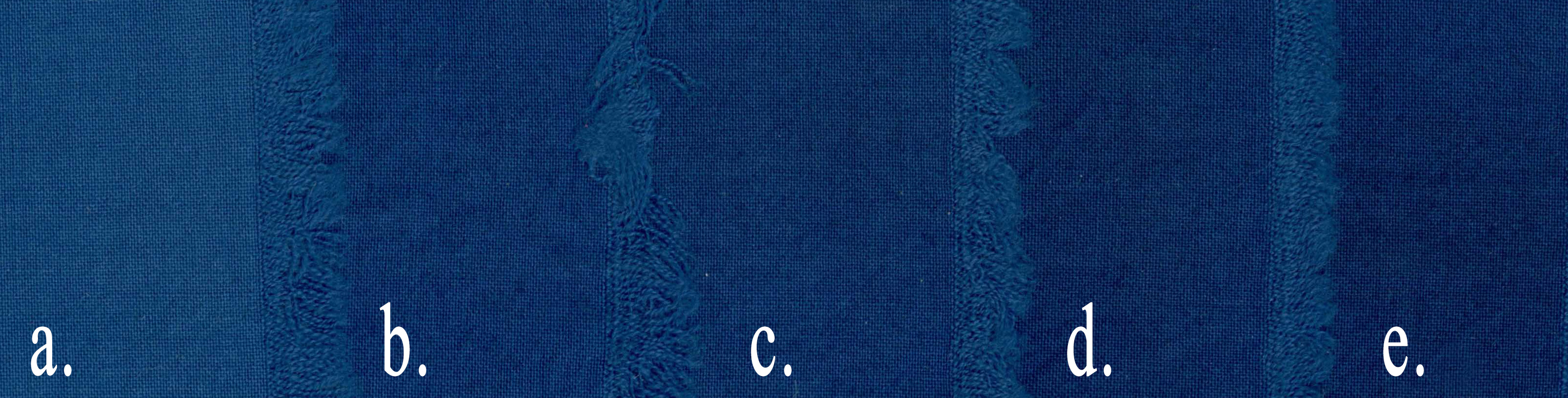
As well as an apparent visual effect, dye exhaustion results indicated that an increasing amount of dye uptake was achieved, by a significant 9-10 percent, as the laser power density delivered to the fabric increased. More dye was accepted into the laser treated fibers, despite the lower than optimal temperatures of 80o C, which is an excellent achievement for dye performance.
The CIE (International Commission on Illumination) L*a*b* Color Space System provides a system of coordinates which allow color to be quantified. The color difference between treated and untreated areas of the fabric substrate was measured using a Reflectance Spectrophotometer and the results found to be significant. By exploiting this color difference, potential was shown for CAD controlled laser treatment to be used as a design tool/technique. Up to an optimum power density, laser parameters can be chosen to achieve a variety of mark making and gradiated tonal graphics.
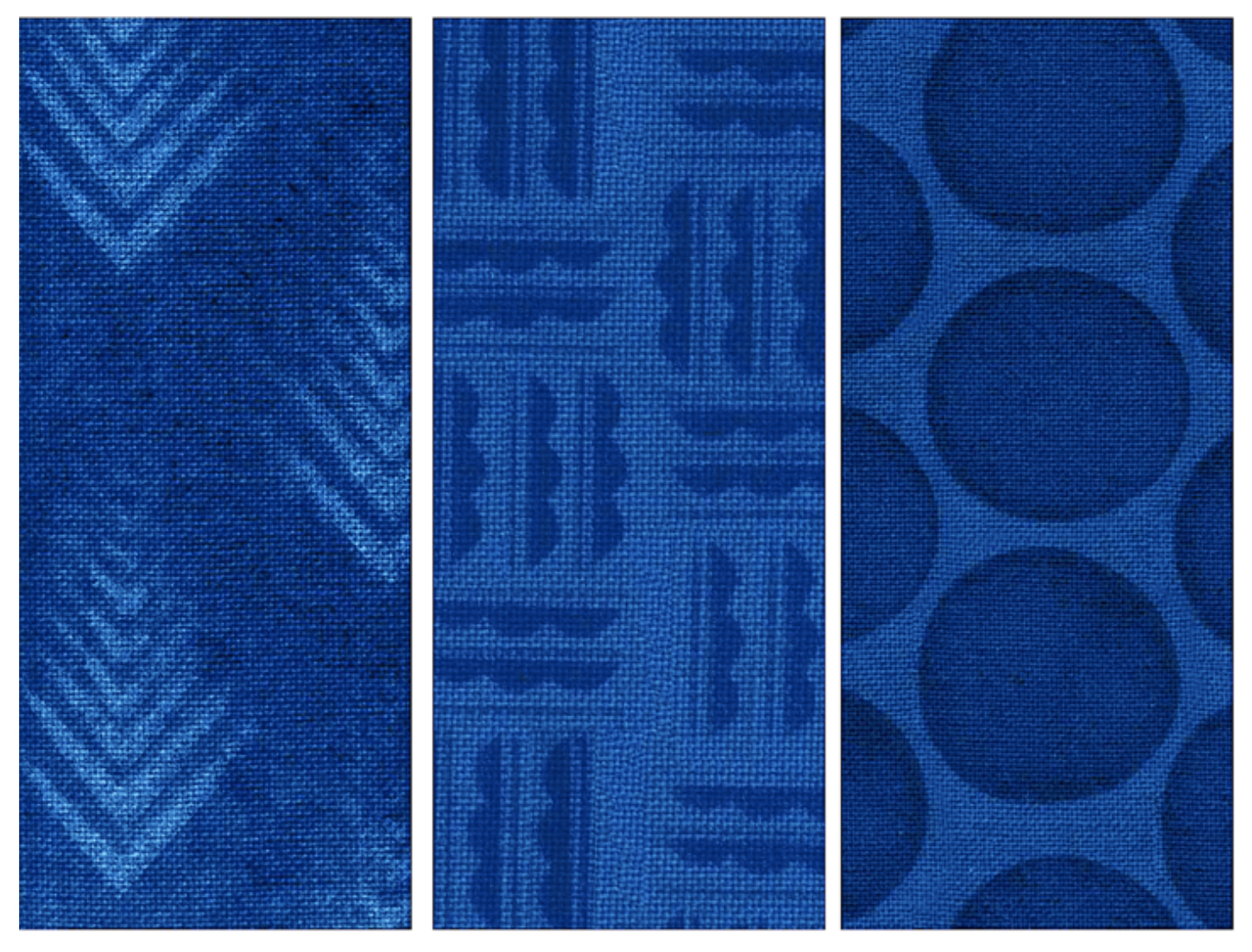
Geometric patterns consisting of solid, undulating and linear shapes were laser marked on 100 percent wool fabric, followed by dyeing with reactive dye. The resulting samples, shown in Figure 4, provide an all over pattern. The technique has the potential to be used on woolen textiles of varied constructions and weights, suitable for fashion or home interior applications.
When compared to the lack of current graphic capabilities of dyeing in industry, digital laser dyeing has the potential to open up a new way of patterning textiles. It is now possible to design with dye using the CAD controlled laser. High-resolution graphic capabilities can be achieved, which still meet important material performance properties.
Harmful chemical pre-treatments and further production processes could be eliminated by combining coloration and patterning in one, with an improved dye uptake resulting in a reduction in dye effluent and an approximated 54 percent energy saving using the laser technique.
As laser marking operates a remote, non-contact set up, the potential to place designs on finished products and across garment seams would allow manufacturers to customize blank products to meet the requirements of retailers and consumers. Furthermore, combining the functionality of the laser to perform multiple production tasks at once, such as pattern cutting as well as the laser dye technique, would allow additional environmentally sustainable benefits to the process compared to outsourcing each individual stage of the production process
Combining techniques in one stage has potential to offer fast response in today’s fast changing market, with easily changed CAD files allowing smaller product runs than financially permitted by exposing individual screens for screen printing or die cutters for product pattern cutting.
The process can enable design innovation while developing and improving environmental strategies in the industry. Furthermore, these kinds of savings in a trillion dollar industry could see massive environmental and economical benefits.
Laura Morgan is a current PhD candidate at Loughborough University, School of Art. Laura’s current research addresses sustainability in textile production, establishing environmentally sensitive textile design techniques through the use of laser technology.