





By: Michael Sharpe
The role of flexibility in supporting the pace of advanced manufacturing through laser innovations is critical for success. Flexibility is essential when designing and building systems to address current and future manufacturing needs. Versatility of core motion control performance, whether in machine or robotic applications, is key to driving the confidence in users and the success of the application. Motion control features for cutting and welding of tomorrow’s products need to build on capabilities which compliments the advances of the past while anticipating unique solutions to meet future functionality. Laser technology demands and deserves progressive and intelligent developments with a strong focus on flexibility and versatility.
Computer Numerical Controls most commonly used on laser processing equipment are mature and readily accepted throughout the industry. Customers have been quite successful at utilizing the full capabilities of laser oscillators when coupled to advanced motion control. At the dawn of NC control and high capacity industrial lasers, manufacturers were mostly using CNC controls in a rectilinear machine. These machines were a simple moving bridge to carry the processing optics in an X, Y plane with Z height control. Rudimentary but they were effective for the application demands of the day.
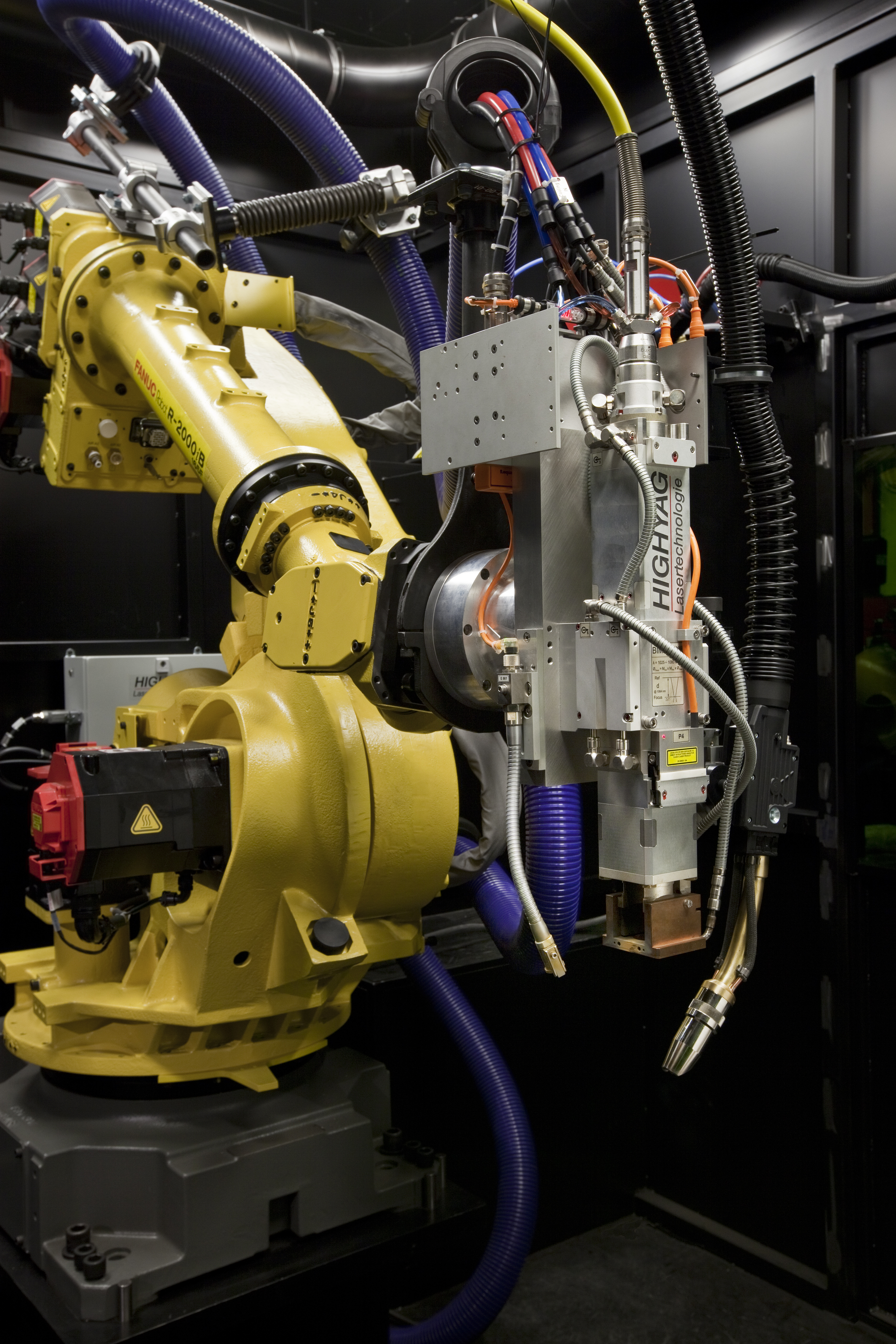
Robots have witnessed recent advancements that have improved motion path performance and I/O trigger accuracy, refining process quality. The downward cost trend of industrial 1μm fiber lasers and increased robotic processing performance has given the industry new vigor, providing the best cost point for high production applications. CNC applications continue to prosper with improved accuracy and speed but are limited in overall flexibility. Customers have more choices than ever based on their manufacturing requirements for laser applications, benefiting all manufacturers of CNC, lasers, and robots.
While it appears straightforward to compare a robot to CNC, they have physical attributes and control nuances that make them each suited for different markets. A laser in motion can produce incredible results but only with the precision of motion control and synchronized input and output control. To effectively use either motion device, it must have the ability to adjust the laser output based on position and velocity. As the motion device accelerates it must have a proportional controlled output to allow the laser power to follow, thereby providing uniform energy distribution along the cut or weld path. Despite their differences, they have similar control functions with different markets. CNC lasers may appear to be more easily deployed as they are mostly configured by machine tool builder in series production, preconfigured for the application purpose. The machines typically offer limited motion range from three degrees of axis motion and up to five degrees in machines with multi-axis heads for orientation control. Most CNCs are rectilinear so they can only do work with one laser processing head at a time, and within their motion envelope. This design cannot support motion overlap of more than one bridge and gantry structure since it will interfere within its own structure. Despite the mechanical design limits, CNCs have enjoyed a large market share in CO2 laser applications as the beam delivery is well suited for the rectilinear structure and its Cartesian motion envelope.

The use of CO2 on robots has been limited to specialized applications and was tried early on with some success. The largest problem is beam delivery can become quite complex if not designed properly, though some good solutions exist. Today the robotic CO2 market is primarily plastics trimming where the 10-micron wavelength is more suitable. While fiber delivery is nearly as simple as routing the optical fiber cable along the arm and to the processing head. The cost per watt of a fiber laser has come down significantly while robot motion performance has increased steadily over the last decade and this is where the market has gone in the way of laser processing.
Robot manufacturers continually improve the mechanical structure and motion control to achieve higher path accuracies with improved laser output response. Many features that enhanced the CO2 market are readily available to robot users, including laser height control to adjust the focus, automatic power control to adjust the output to be constant to the travel speed, and laser monitoring. Robotic applications are more flexible because they are not dependent on the rectilinear motion envelope described above. A six-axis robot has the ability to work with other robots and on the same part, improving laser on time. By coordinating or sharing the laser output you can improve efficiency with a smaller investment and with a more compact footprint since the robot takes up only a ‘slice’ of vertical space in the work cell.
Opportunities abound for robotic laser applications and are being largely driven by new materials and construction techniques in the automotive market to the latest in 3D printing technology. The requirements for the latest Café fuel consumption standards and the overweighting of cars with safety equipment has forced manufacturers to seek improvements in materials strength to weight ratio, or light-weighting. Components that are made with hot-pressed steel are more difficult to trim to shape and weld. Fiber lasers offer the flexibility to work in these areas by using the robot to cut and trim hot-stamped components with ease. Robotic fiber laser cutting is a natural extension of the robot’s work envelope or range to process a variety of formed parts that have a 3D profile. Offline programming provides maximum uptime of the laser system, allowing quick changeover since the cutting path can be programmed offline, maximizing valuable laser on time. Path control features allow the robot to self-tune the motion performance to get the most accurate feature. Laser power is controlled through output level, duty, and pulse rate, providing the best cut quality. These functions are automatically adapted to the robot speed, easing the programming.
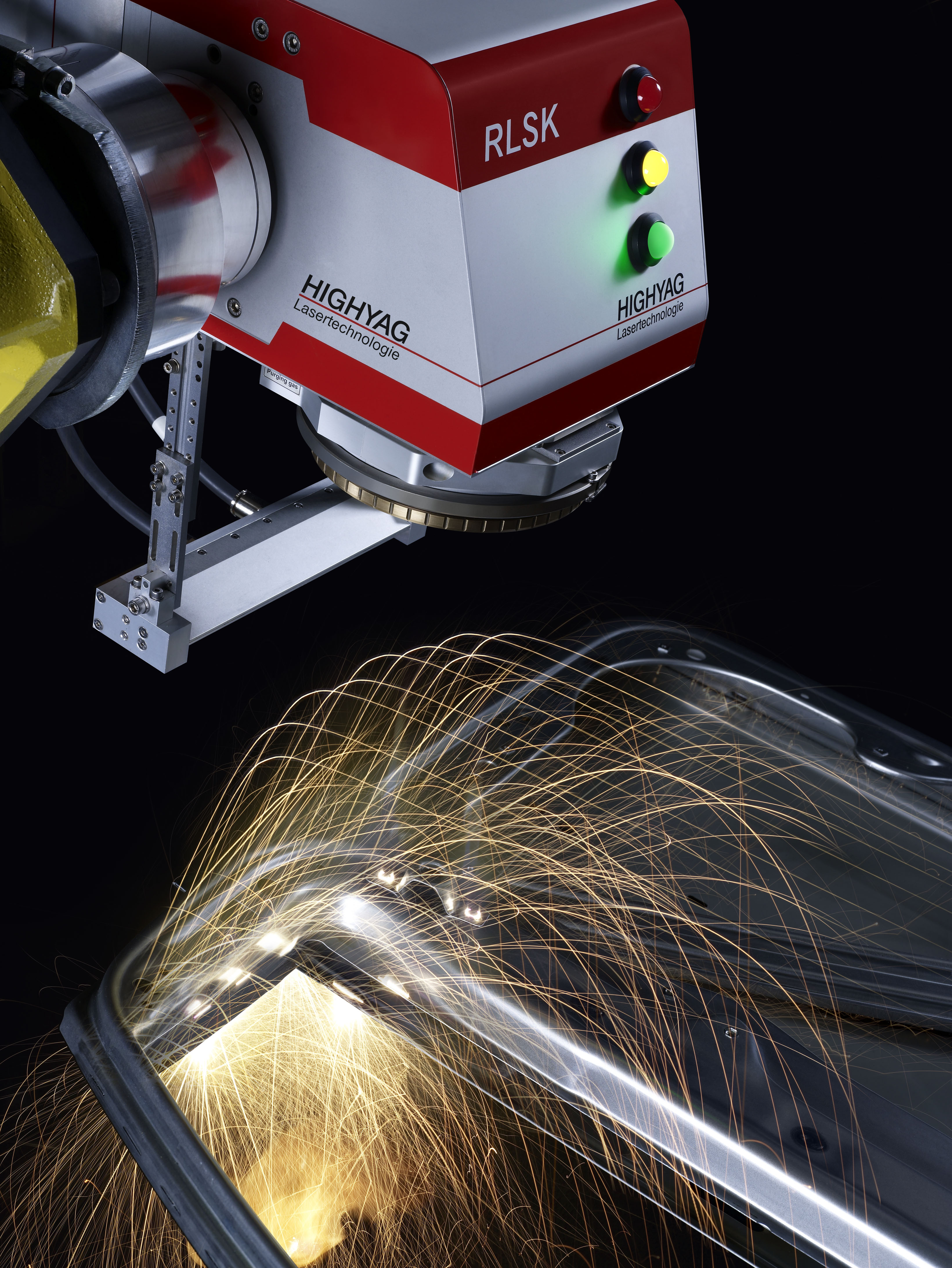
A popular welding application is remote scanner welding where the beam delivery is controlled by a galvanometer system to steer the beam while coordinating the motion of the robot through its path. This technology is well suited to high throughput applications in automotive body welding and specialty applications for marking and surface treatment. Control techniques to coordinate the robot, scanner, and laser offer precise positioning and are easy to use through a single point of control. Higher throughput is achieved when the robot and scanner’s movements are coordinated with simultaneous control. More nameplate manufacturers are using aluminum for automotive body structures and with class ‘a’ finishes. Complex body shapes have become popular as well as further integration of sensors for safety. The challenge is to form the body shapes and hide the sensors so they do not disrupt the cars’ aesthetics. Wire-fed laser welding solutions help support these initiatives by providing a well-controlled feed rate of filler wire into a body seam while precise laser power control causes the weld to form. All of the welding functions are controlled through the robot and are automatically adapted to the robot tool center point velocity along the weld joint. A high-quality weld is formed without the operator programming special ramping techniques with program outputs, the new adaptive welding systems can handle the welding filler wire and laser power repeatedly.

General Motors.
Robotic laser control has matured from the cumulative learning experience of CNC applications while offering the utmost in flexibility. The future looks very bright as more and more laser processes and markets mature such as material conditioning, 3D printing, and future flexible robotic laser applications.
Michael Sharpe is a Staff Engineer in the Materials Joining Group at FANUC America Corp.