





By Ashwin Prasad Prabhakaran
Laser Cladding Overview
Laser Cladding is the additive manufacturing process of depositing material by which a filler material, either in powder or wire form, is melted using energy from a laser beam in order to overlay a portion of a base material or build a near-net shape part.
Even though laser cladding includes net shaping, it is mostly used for corrosion/erosion resistant overlays and high value part repair. Industries like aerospace, oil and gas, power generation, mining and so on have a lot of high value parts that are very expensive to replace when damaged. Many of these damaged parts can be brought back to ‘as-new’ condition with the help of laser cladding.
Some of the conventional processes that have been used for these applications are Gas Metal Arc Welding (GMAW) and Thermal Spraying. Both of these processes have their own advantages for certain applications, but in the case of overlay and part repair they have a number of limitations. In the case of GMAW a puddle is created with the help of an electric arc on the surface of the base material, thereby generating considerable heat. This in turn causes mixing between the base material and the filler material. This mixing results in very high dilution rates. To improve chemistry, very thick deposits have to be applied. In the case of Thermal Spraying, molten filler material is sprayed onto a surface at high velocities. The biggest problem with this process is that it only provides a mechanical bond and that is not as strong as a metallurgical bond.
Most of these misgivings are overcome when laser cladding is used. Two of its most important characteristics are low heat input and formation of a good metallurgical bond. These two features play a vital role in improving key clad properties like better wear resistance, low distortion, less dilution, smaller heat affected zone, better corrosion resistance, higher solidification rates, reduced porosity and cracking.
As a result of low heat input, dilution rates <5 percent can be attained at clad thicknesses as low as 0.045 inches. This in turn leads to a reduction in filler material usage compared to the conventional overlay methods. A good metallurgical bond leads to extended part life times.
Laser Cladding Process
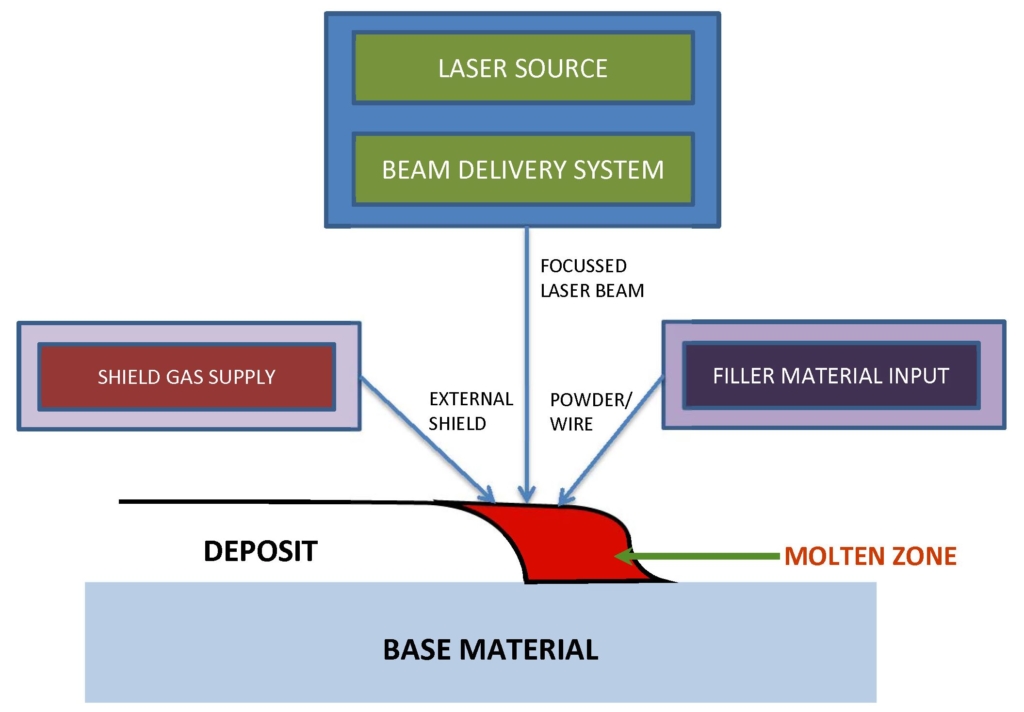
In the laser cladding process, the laser beam is channeled from the source to the process with the help of a beam delivery system which includes the laser fiber, connectors, collimator, focus lens, beam benders and other accessories. The filler material is delivered to the process in different ways depending on the type of filler material used. The laser beam then melts the filler material and fuses it with the base material. An external inert shield gas supply forms an envelope around the puddle, reducing clad oxidation. The use of the external shield depends on the type of clad material and the kind of feed nozzle used. For a lot of materials, the shield gas from the filler material input is sufficient to prevent surface oxidation.
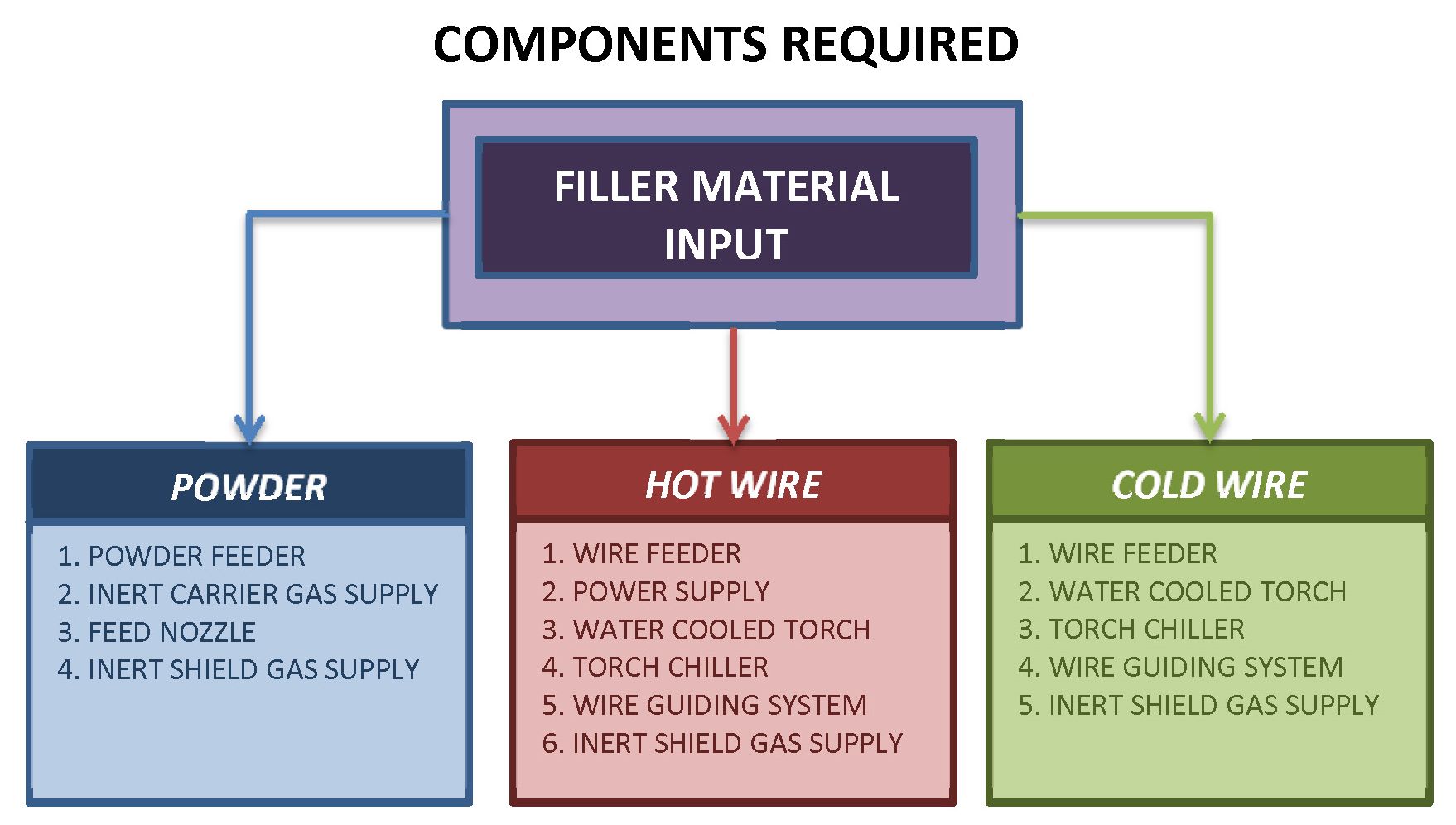
Based on the type of filler material used, laser cladding is divided into three categories:
- Powder Cladding
- Hot Wire Cladding
- Cold Wire Cladding
Cold Wire Cladding has many advantages compared to powder cladding and these benefits are further enhanced by Hot Wire Cladding. Since cold wire and hot wire processes use very similar components, Cold Wire Cladding will not be covered in this article.
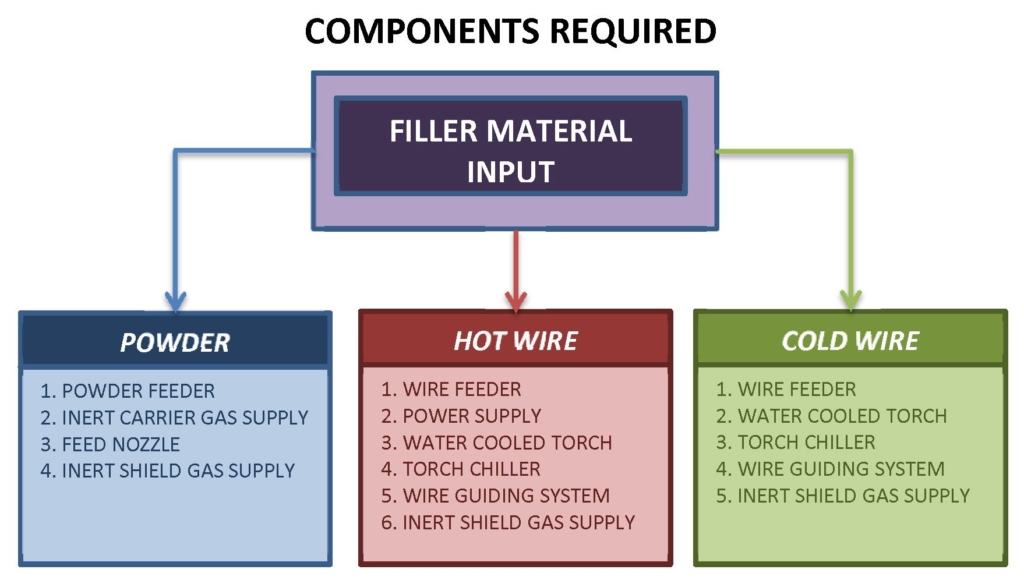

Powder Cladding
Powder from the feeder can be fed in a variety of ways. The most common method is the one in which the powder is stored in a hopper. Gravity brings it to a slot in a rotating disc. The powder is then transported by a carrier gas (some type of inert gas like Helium or Argon) to the feed nozzle at the process using the absorption principle. The type of feed nozzle used is based on the nature of the application. The two major classifications are:
- On-Axis Nozzles
- Off-Axis Nozzles
On-Axis Nozzles
These types of nozzles are attached to the end of the laser beam delivery system and have an opening in the middle for the laser beam.
On-axis nozzles are further divided into:
- Radial Multi-Jet Nozzle
- Co-Axial Nozzle
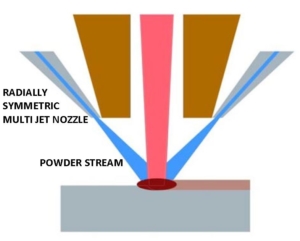 Radial Multi-Jet Nozzle
Radial Multi-Jet Nozzle
This nozzle usually consists of 3 powder feed jets located radially around the hole for the laser beam. The powder from the jet is forced out at a particular angle, so all 3 streams are concentrated at the laser beam focus. It is mainly used for overlay/repair of 2D and 3D parts. The carrier gas forces the powder particles out at very high velocities making it possible for this nozzle to be used for out of position cladding.
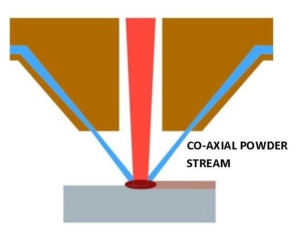 Co-Axial Nozzle
Co-Axial Nozzle
This nozzle is very similar to the radial multi-jet nozzle except that the powder particles are fed co-axially. Powders with very fine particle sizes are usually used with this nozzle. They are mostly used for parts with intricate geometries. These nozzles provide low deposition rates.
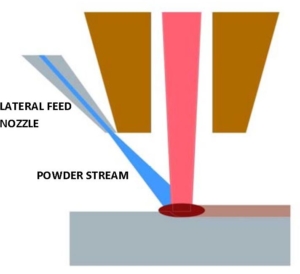 Off-Axis Nozzle
Off-Axis Nozzle
An off-axis nozzle with a lateral feed is the most commonly used nozzle for outside diameter overlay of cylindrical parts. They are also used in places where it is difficult to use an on-axis nozzle like a groove or the inside diameter of a tube. These nozzles are independent of the laser beam delivery system. Whenever these nozzles are used, an optional shield gas supply is used. These nozzles provide comparatively high deposition rates.
Many materials are available in powder form. It is easier to create multi directional clad paths using the radial multi-jet and the co-axial nozzles. This in turn makes this process better suited for 3-dimensional build up. The radial multi-jet nozzle makes this process very compatible with out of position clads. The biggest disadvantage with powder is the wastage of filler material. Even at the highest efficiencies, not all of the powder coming out of the nozzle actually gets deposited on the base material. Part of it gets wasted and cannot be reused.
Hot Wire Cladding
A wire feeder feeds the wire from a spool to the off axis torch at the process through a wire guiding system. The torch is water cooled using a torch chiller. This cooling prevents the components inside the torch from overheating during the cladding process. As it travels through these components, the wire is heated to a temperature just below melting point using electrical resistance with the help of a power supply. The size of wire to be used is decided based on the clad thickness required. Different types of cladding techniques like the single bead technique or the weaving technique are used depending on the type of part contour.
Since the wire is already preheated, the power required from the laser at the process is considerably reduced. This feature provides a variety of advantages including further reduction in heat input, distortion and dilution compared to powder and cold wire. The biggest advantage of wire over powder is the complete utilization of filler material. All the wire that comes out of the torch gets deposited on the base material. The disadvantage with hot wire cladding is that it is challenging to use this process with nozzles other than an off axis nozzle. This makes it difficult for this method to be used for complex shapes. Even though this process can be used for out of position clads, there are additional challenges.
In conclusion, these two processes are used to serve different needs. Hot wire laser cladding is used to clad/repair the internal and external diameters of cylindrical parts (like tubes, pipes and shafts) and other parts with simple contours.
Powder cladding is used in places where it is difficult to utilize hot wire cladding, like parts with complex geometries and in cases where the filler material is only available in powder form.
Ashwin Prasad Prabhakaran is a Manufacturing Engineer with Alabama Laser.