





By Michael Wiener
In today’s automotive industry — and its high-volume production environment — laser welding has become a well-established joining technology. High productivity, low heat input, and fast welding speed are some of the main advantages of laser welding compared to conventional joining technologies — such as gas metal arc welding (GMAW) or resistance spot welding (RSW).
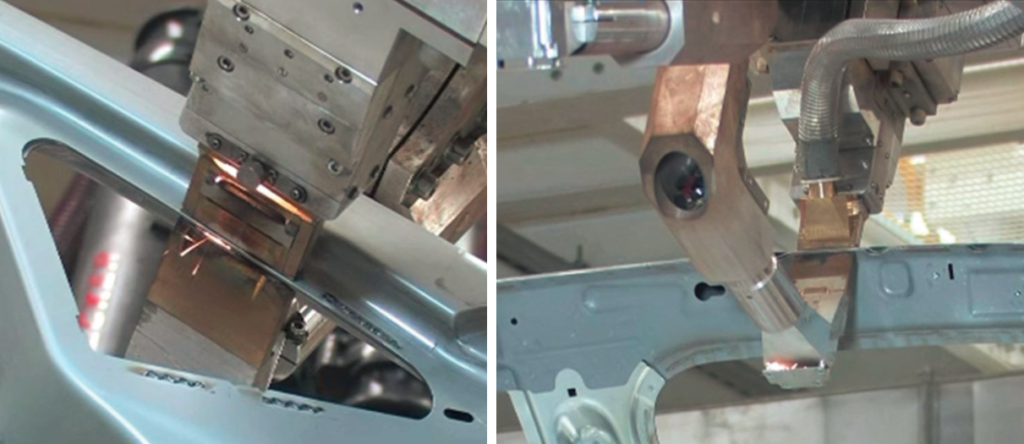
The Laser Seam Stepper (LSS), developed by IPG Photonics Corporation, combines the advantages of RSW and conventional laser welding. The parts are pressed together by one (Poker) or two (C-Gun) pressure pieces, with a controlled clamping force up to 3000 N (Figure 1). Laser welding then takes place inside the pressure pieces, providing a Class 1 safety enclosure. In this way, no additional safety enclosure or clamping fixture is necessary, saving cost and valuable floor space.
Total weld length can be selected from 1 to 40 mm, with or without an additional weave. The frequency of the weave can be programmed between 1 and 25 Hz. An additional fume exhaust makes sure that all fumes are extracted from the process. If it is desired to achieve welds free of oxidation, shield gas (e.g., argon and nitrogen) can also be added to the process. To move the LSS to each weld location, it can be mounted on a six-axis robot (minimum 30 kg handling capacity) or gantry system.

Laser Beam Oscillation
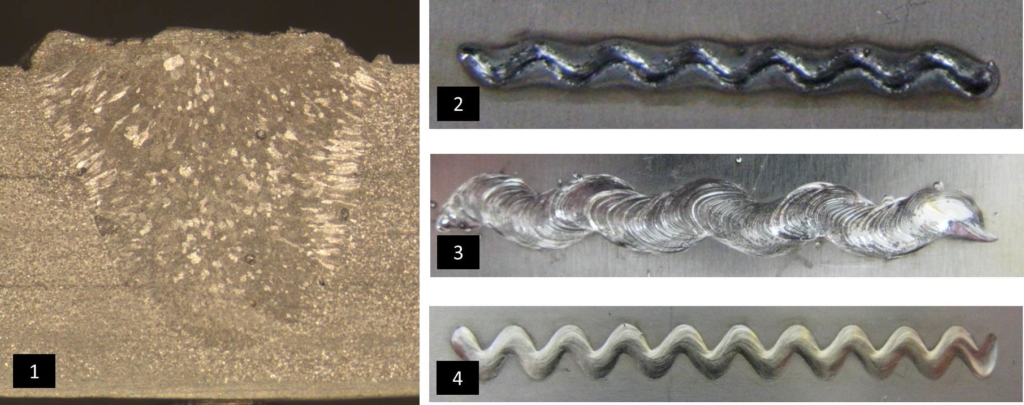
For overlap joints, the strength of the weld is mainly determined by its width. When conducting thick material welding or applications where increased weld strength is required, the LSS has the option to oscillate the laser beam in order to widen the weld. Figure 2 shows the comparison of two high-strength steel welds which were welded with and without beam oscillation. By weaving the laser beam the weld interface width was increased from 0.4 mm to 2.4 mm, which resulted in a shear tensile strength increase from 8.5 kN to 28 kN.

Body-in-White Applications
Laser welding offers significant advantages over resistance spot welding, especially in body-in-white (BIW) applications:
- Higher process speeds (shorter cycle time);
- Increased component strength by longer seams with higher torsional stiffness;
- Smaller flange width;
- Single-sided access;
- Repeatable high-quality weld results; and
- Low heat input (low distortion).
The implementation of high-strength materials in the automotive industry and the increasing demand for higher stiffness and rigidity require larger weld interface areas and low heat input during welding. In many cases, this cannot be achieved by conventional resistance spot welding, mainly due to the recommended minimum distance between spot welds and the high heat input, which negatively affects the characteristics of the welded material.
On Volkswagen’s current Golf VII model, LSS welding was implemented in various applications (Figure 3). Twenty-six resistance spot welds were replaced by nine laser seam stepper welds joining the B-pillar to the rocker panel. On the roof frame, four laser welds are now applied where 10 RSW used to be required. Besides the more than 50 percent cycle time reduction, crash-test performance was also significantly improved due to the low heat input and bigger weld interface.
To meet federally mandated fuel economy standards, car manufacturers are using more and more aluminum for body panels, engine components and structural parts, to dramatically reduce vehicle weight. Due to the high thermal and electrical conductivity of aluminum compared with steel, RSW requires much higher welding currents and contact pressure, resulting in high contact heat between the electrodes and the part to be welded. Thus, the electrode tips rapidly deteriorate, affecting the quality of the weld if not frequently dressed or replaced.
In high-volume production, this can be a crucial problem. With the LSS, excellent weld results can be achieved on aluminum. The quality of the welds is very repeatable and not dependent upon the condition of the tip. Figure 4 shows a 3-T lap joint welded with the LSS. The laser power can be precisely programmed to either result in a full- or partial-penetration weld.
Based on the experience of more than five years in production within a fully automated car plant, various new applications with different material combinations were developed with the LSS. Typical materials can be zinc-coated or high-strength steel, as well as stainless steel or aluminum. Overlap welds can be performed in stacks of multiple layers and are not restricted to 2-T configurations. The unique design of the upper and lower pressure pieces allow a reduction of the flange width from 15 mm (required for RSW) down to 10 mm, or even 6 mm.
Assuming a total contour length of 14,200 mm on all four door frames on a midsize car, a flange reduction by 6 mm will result in a weight reduction of approx. 4 percent and an approx. increase of the entrance area by 8 percent.
Large Part Implementations
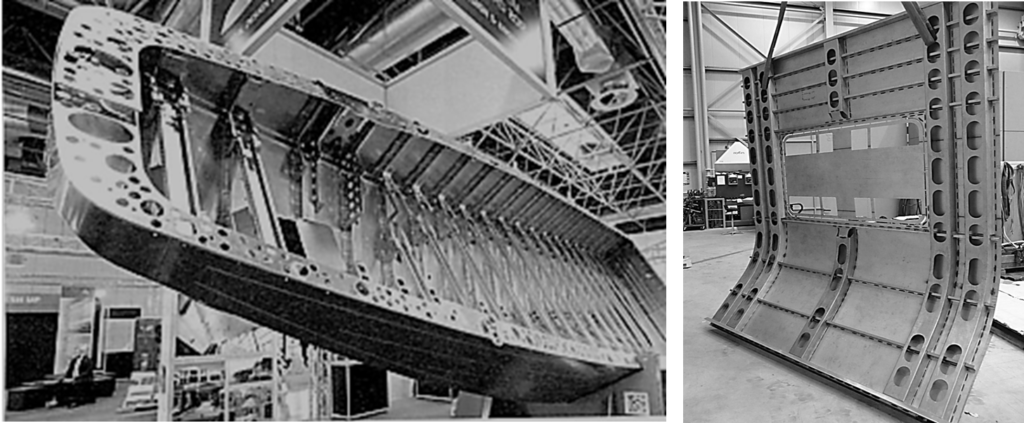
In some industries where large metal sheets are welded, the single-sided seam stepper holds a big advantage over conventional welding technologies. Implemented in several rail car, agriculture and shipyard applications, LSS showed excellent weld results due to the low distortion and elimination of any post-processing on the backside of the part, which in many cases is visible. Boat hulls are currently manufactured using the one-sided access picker version by a European ship manufacturer welding 4 mm thick stiffening structures to the outer skin panel.
This process used to be performed with metal inert gas (MIG) welding, where a costly clamping fixture and post-processing was required. Due to the implementation of laser welding, this was eliminated and the overall weld quality significantly improved (Figure 5).
Railway carriages are mostly made of mild steel, stainless steel or aluminum sheet panels with reinforced profiles on the inside. These reinforcements are commonly welded to the panels using GMAW, resulting in clearly visible and significant distortion. An additional complex straightening post-process is necessary. When this manufacturing process is performed with the LSS, it can be mounted on a robot or gantry system to move the weld head to each weld location. The picker then presses the reinforcement onto the panel and starts the welding process inside the light-tight pressure piece.
Besides serving as a hold-down device to minimize the gap, the pressure piece is the safety enclosure for deflected laser radiation. Additional light tight safety cells or post-processing is not required.
As a result of close cooperation with different manufacturers, the LSS has become a highly reliable laser welding tool with an uptime availability of 99.9 percent. Due to the high repeatability of the complete system (fiber laser and LSS module), excellent production quality can be guaranteed without the need for any rework or post-processing.
Michael Wiener is a Sr. Applications Engineer with IPG Photonics.
Keep exploring the latest thought leadership from LIA and Lasers Today. Read David Belforte’s recent article on Industrial Lasers outperforming Machine Tool Sales Growth here.
Take Advantage of LIA’s upcoming inaugural Industrial Laser Conference, held this year at IMTS in Chicago! For more information, including how to Register, please click here.