





By Geoff Shannon
Introduction
This document is a very brief overview of the key aspects of laser welding and considerations for current production processes. Users should always work with companies knowledgeable about the fine details of laser welding to provide a manufacturing solution optimized for specific production requirements.
Laser Welding Mechanism
Conduction mode – Performed at low energy density, forming a weld nugget that is shallow and wide. Typically used to provide a very smooth highly aesthetic appearance, it is also used for battery welding seam sealing, to ensure that no particulates can enter the battery.Lasers focus all light power or photons to a very small diameter, which creates a very high concentration of power (power density) that rapidly heats up metals. There are three types of welding modes, based on the power density contained within the focus spot size: conduction mode, transition keyhole mode and penetration/keyhole mode (see figure 1).
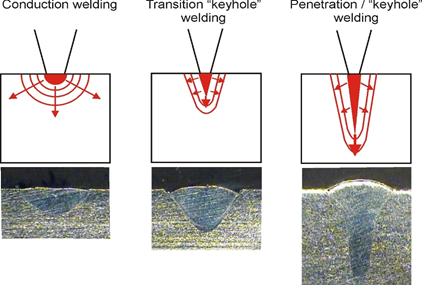
Transition mode – Occurs at medium power density and results in more penetration, with width to depth ratio around 1-1.5, and used in many micro weld applications.
Keyhole/penetration mode – Further increase in peak power density creates a vaporized element known as a keyhole. The keyhole has low optical density and therefore acts as a conduit to deliver laser power deep into the part. This mode creates width to depth ratios > 5.
Part Design for Laser Welding
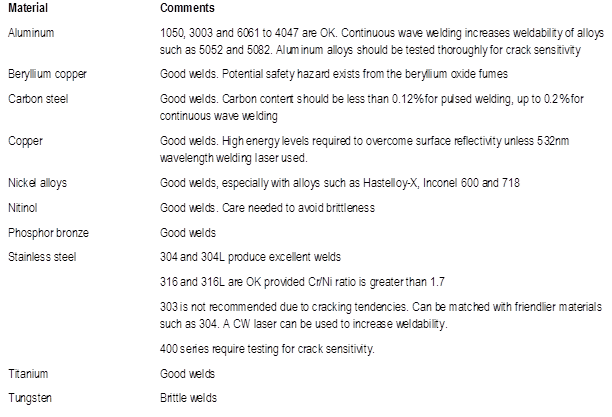
Before welding any parts, one must complete a weldability analysis, including material selection, joint design, fit-up tolerances and required weld functionality. Table 1 summarizes the weldability of the most common materials used.
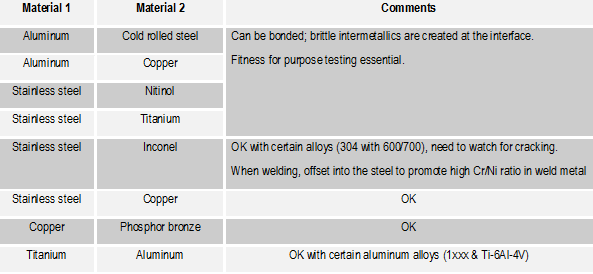
It is also important to conduct an analysis when welding dissimilar materials, because many desirable dissimilar material combinations create intermetallic regions that can cause brittleness. Table 2 provides general guidelines on dissimilar material selection.
In micro welding plating material, thickness and method of plating can have a significant effect on the welding process. Nickel plating is preferred using an electrolytic plating method. Lap welding zinc-coated steel is common in the automotive industry. To do this kind of welding, one must provide a venting path for the low boiling point zinc.
A wide range of joints geometries can be welded. The most common weld joint designs are shown in figure 2.
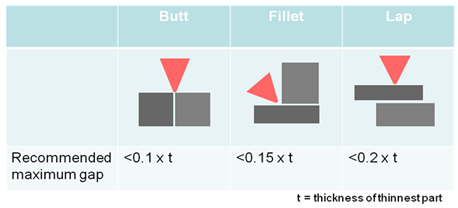
Butt weld – Weld penetration is directly down the joint interface, a very efficient usage of power to attain weld strength. However, alignment of the laser to the butt joint is required, and as the thickness of the material decreases below 0.02 in, tooling the parts to be close together becomes a challenge.
Fillet weld – Weld penetration is angled to the joint interface; weld strength is a balance of weld width and penetration. For top sheet thicknesses less than 0.04 in, the laser can be directed vertically down to make motion easier.
Lap weld – With the two pieces overlapping, the top sheet must be penetrated to reach the interface. Strength is created by the width of the weld at the interface and not the penetration depth. However, there is no interface to align to and so this mode is very forgiving for laser placement on the part. Typically, this joint geometry requires the simplest tooling.
Pulsed Laser Welding
Pulsed Nd:YAG and fiber lasers are primarily used for finesse applications in micro welding. Peak power (used to control penetration) and pulse width (fine tuning parameter used for adjusting to penetration and weld width) are the key parameters to optimize. Optimum peak power is defined as the peak power that creates the deepest penetration without material expulsion. Typical values for peak power can range from 0.25-3 kW, with pulse width between 0.1-5 ms.
For seam welding, which is effectively a series of overlapping spot welds, the pulse repetition rate or pulse frequency controls the heat into the part. When doing seam welding, it is important to maintain a consistent spot overlap around the part to avoid hot spots. Therefore, one should synchronize the position of the laser on the part and the firing of the laser; this operation is known as position-based firing. Figure 3 shows examples of the many materials and parts that can be welded with a pulsed laser.

Continuous Wave Laser Welding
A laser that can remain continuously on until turned off is known as a continuous wave (CW) laser. Either fiber, disk, CO2 or diode laser can be used for CW mode welding. CW lasers are typically used for keyhole/penetration welding applications. The laser parameters of concern are optical spot size, beam quality and power. Typical power levels for CW welding are between 1-6 kW, providing penetration depths up to and beyond 0.25 in (6 mm) in steels and aluminum.
Beam quality, or M2, is a relatively new parameter, which indicates how close the laser power profile is to a perfect Gaussian power profile. A laser close to the Gaussian is called single mode; a laser further from the Gaussian is called multi-mode. The beam quality must be chosen wisely.
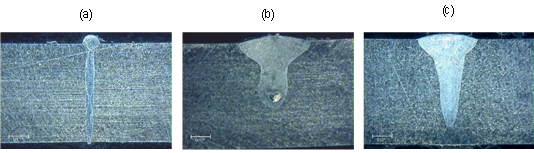
Figure 4 shows (a) a 500 W single mode fiber laser weld with an M2 value of 1.2 at 300 in/min (IPM) with a 30 µspot size; (b) a 700 W multi-mode laser weld with an M2 value of 15 at 100 IPM with a150 µ spot size; and (c) a 1 kW multi-mode fiber laser weld with an M2 value of 15 at 80 IPM with a 250 µ spot size. For example, when selecting a laser for butt or fillet welding, the single mode laser cannot be chosen because aligning the laser to the interface is not practical. However, it can be used for lap welding.
One interesting aspect of the single mode fiber CW laser is the extremely high power densities they can provide, which can be used to weld highly reflective materials (like aluminum and copper) with relatively low average powers. Figure 5 shows a variety of examples of CW laser welding.

Role of Assist Gas in Laser Welding
An assist gas may be used in laser welding to provide an inert environment that helps to prevent weld oxidation and simply to produce aesthetic shiny welds particularly in micro welding that is preferred by many end users; to reduce beam blocking by ultra-fine particles generated from keyhole creation; and to protect beam optics by redirecting fumes away from the focus head. Argon and nitrogen are the most commonly used gases; helium is occasionally used for critical penetration welds.
In penetration welding, an additional cross jet and air knife are also used to aid the removal of ultra-fine particles when welding with fiber and disk lasers, with the air knife situation below the cover slide of the focusing optics to prevent dust and at least aid in reducing spatter. Note that the best safeguard against excessive spatter for penetration welding is to use at least an 8 in (200 mm) focal length focusing optics, so the physical distance to the weld mitigates spatter.
Elements of a Laser Welding System
Every laser welding system has the same five elements: Laser, delivery of the laser to the workstation, laser focusing, motion and tooling.
For all lasers (except the CO2 laser) the laser can be delivered to the workstation by a flexible cable, which enables very convenient connection of the laser directly to the focus head. The focus head enables the laser to be focused to a fine spot, typically between 0.004-0.02 in. Then, suitable motion is used, which is selected based on the particular part. Motion can either move the laser, the part or both. The laser is a very flexible tool and provides a wide variety of production solutions. Tooling is the final critical element of the laser welding system. Its importance cannot be underestimated. Tooling must be designed to minimize fit-up tolerances.
Dr. Geoff Shannon is the Manager of Advanced Technology at Amada Miyachi America.