By: Dr.-Ing. Peter Jaeschke, Laser Zentrum Hannover e.V.
The efficient use of limited resources is one of the greatest challenges of our times. To address this, lightweight solutions and concepts are already being adapted for the transportation industry, in particular within the automotive and aerospace sectors. However, in order to broaden the use of lightweight materials, there needs to be suitable processing, testing and measuring techniques in place for a variety of materials, constituting a prerequisite for economic, flexible and automated high volume production. In this context, photonic technologies can provide solutions. Since the operating mode of the laser is both highly flexible as well as no-contact, and thus wear-free, it offers numerous benefits for the machining materials, especially as an alternative to conventional processing methods encumbered by high tool wear. Furthermore, the energy input, tailored to the respective manufacturing requirements, offers new possibilities for the processing of temperature-sensitive materials.
In the supporting measures “Photonic Processes and Tools for Resource-Efficient Lightweight Construction” within the framework of the program “Photonics Research Germany“, the German Federal Ministry of Education and Research (BMBF) is aiming at overcoming existing constraints regarding the wide use of lightweight materials in serial production. For the corresponding R&D activities, the BMBF is providing a total amount of approx. 30 Mio. €. The initiative “Photonic Processes and Tools for Resource-Efficient Lightweight Construction“ is coordinated by Laser Zentrum Hannover e.V., Hannover, Germany (Figure 1).


Figure 1. The German initiative “Photonic Processes and Tools for Resource-Efficient Lightweight Construction“ is supported by the Federal Ministry of Education and Research and co-ordinated by Laser Zentrum Hannover e.V. (Source: LZH)
Within this research initiative, nine co-operative projects under industrial leadership are working on the development of laser sources and optical components as well as system technology and applications. In addition to welding and the surface preparation for both metallic parts and hybrid materials, the laser based processing of composites, particularly continuous carbon and glass fiber reinforced plastics forms the core issues of the BMBF initiative.
In this context, the main R&D activities focus on composite processing. This is comprised of cutting and drilling RTM parts, robotically-guided 3-D scanning optics and CFRP reparation preparation using short pulsed laser radiation. Other examples include composite surface preparation for adhesive applications, direct bonding, and joining of metal-metal interfaces as well as composite-metal hybrids. In the field of laser material processing, continuous carbon fiber reinforced plastic (CFRP) based parts and components represent a relatively new material class, exhibiting outstanding mechanical properties at a low density. As a result, such composites have been identified to have significant potential in lightweight construction for a wide variety of industrial applications.
During the manufacturing process of CFRP parts, trimming, drilling and ablation steps are of particular importance. Another point is the layer-by-layer removal to prepare the repair or rework of defects. In this context, conventional machining techniques, such as milling, drilling, grinding or abrasive waterjet cutting, which are well developed for a wide variety of industrially established materials, suffer from high tool wear, insufficient quality or their complex setup and limited flexibility when it comes to the requirements of CFRP machining.
The main reason for this is the heterogeneous composition of CFRP. Combining both carbon fibers, either arranged as fabrics or non-crimped fabrics, with a polymer matrix, either thermoset or thermoplastic, produces a unified material with very different individual material properties, and as results presenting a very unique challenge from a material processing perspective. Furthermore, for cutting applications both components have to be processed simultaneously which causes enormous difficulties. In this regard, the processing of CFRP components brings many challenges.
Photonic processes, however, offer solutions for many of these: Including the high flexibility and, in particular, the contactless, wear-free mechanism of the laser that offers advantages for the processing of CFRP materials. For the processing of complex components or temperature-sensitive materials, the locally limited and to the given manufacturing requirements adjusted energy input offers new opportunities. An implementation of laser-based processes in serial production in industry, however, requires a thorough understanding of the process, a high degree of automation as well as the consideration of environmental and occupational safety aspects.
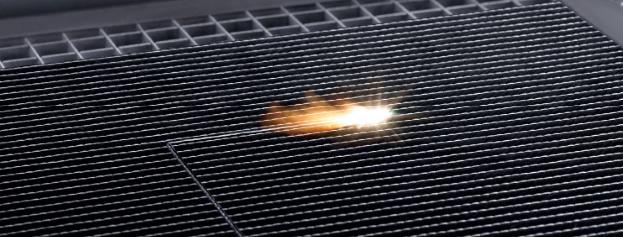
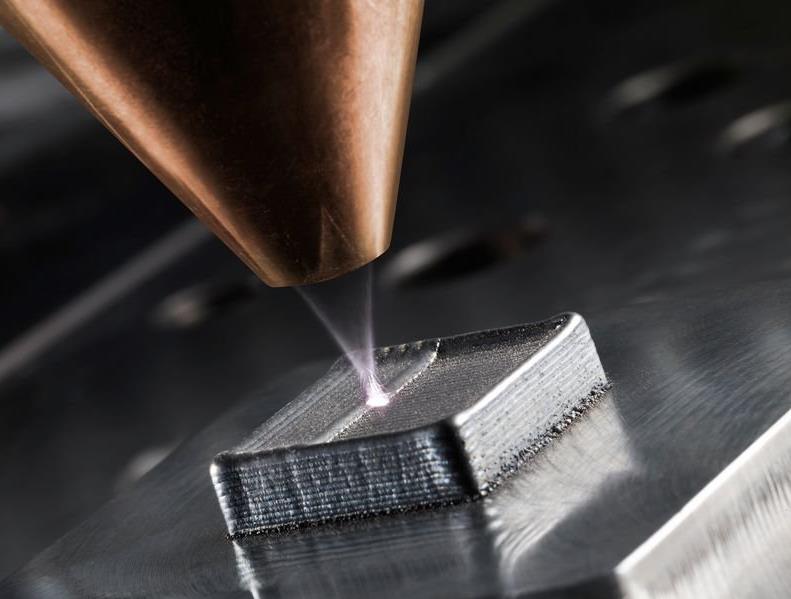
If CFRP is processed with NIR lasers, carbon fibers show excellent optical absorption and heat dissipation, contrary to the plastics matrix. Therefore heat dissipation away from the laser focus into the material is driven by heat conduction of the fibers. The matrix is heated indirectly by heat transfer from the fibers. To cut CFRP, it is required to reach the melting temperature for thermoplastic matrix materials or the disintegration temperature for thermoset systems as well as the sublimation temperature of the reinforcing fibers simultaneously. One solution for this problem is to use short pulse nanosecond lasers, as has been demonstrated in one of the joint research projects, HolQueSt3D.

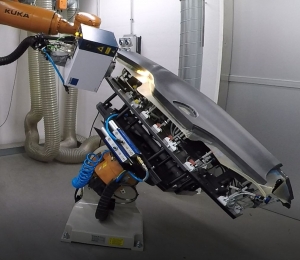
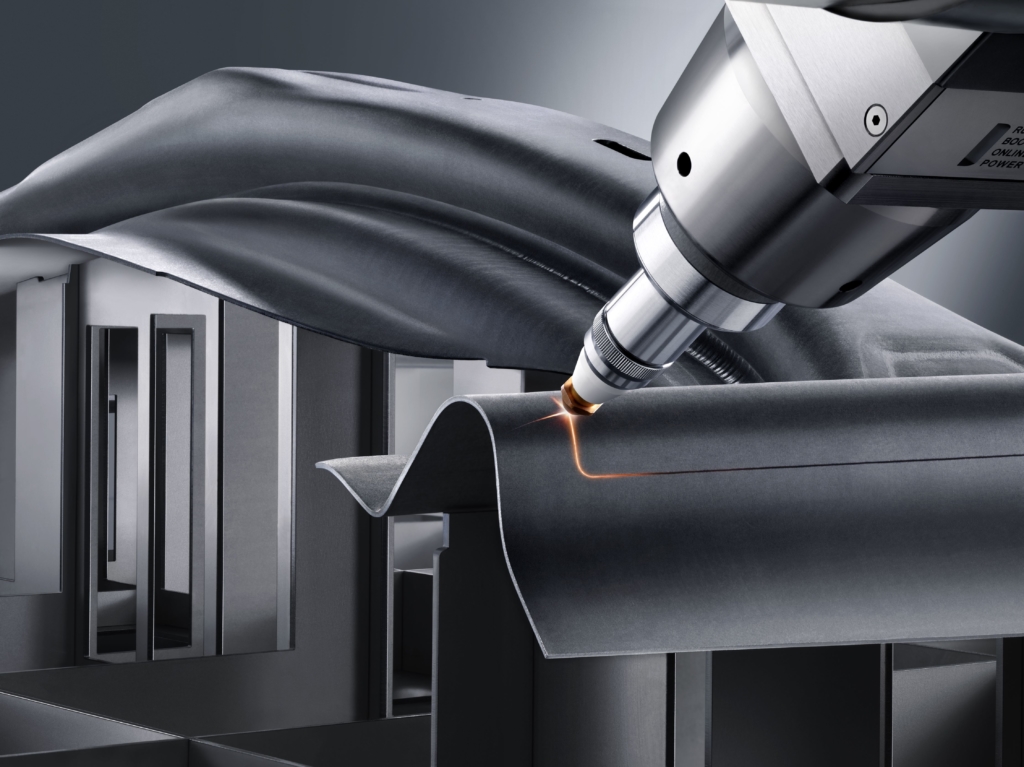
Figure 2. Towards serial production: Laser-Remote-Processing of automotive CFRP components (Source: LZH).
Based on an existing lightweight part used in the automotive industry, LZH has developed remote cutting processes for three-dimensional composite structures (Figure 2). A newly developed high-power disc laser of the TRUMPF Laser GmbH serves as the basic process technology. This fiber-guided laser source emits at 1030 nm and is providing a maximum average output power of 1.5 kW. With a constant pulse length of 30 ns, the maximum pulse energy of 80 mJ is realized for a repetition rate of 18.8 kHz. For remote processing of the automotive part, the KMS Automation GmbH has designed a clamping system, custom designed to address the specific requirements of laser processing of CFRP components. One of these requirements is an integrated exhaust system for the process emissions. The impact of laser processing on the characteristics of the components as well as on possible subsequent processes, e.g. primer and painting steps, has been investigated by the partners Volkswagen AG and INVENT GmbH.
Another priority was the development of repair concepts for 2D and 3D components. For this purpose, the LZH developed process strategies for the scarfing of defective areas. Due to the flexible system technology, it is possible to remove large areas on complex free-form surfaces. After the laser based repair preparation, the TU Clausthal developed repair concepts that work without hardening in autoclaves, making a more flexible and cost-efficient repair possible.
Furthermore the detection and analysis of the process emissions as well as the development of a catalytic exhaust air treatment system matching the requirements of laser-based CFRP processing played an important role. Based on the emission measurement during the processing, the Jenoptik Automatisierungstechnik GmbH has developed a fully regenerative, continuously working exhaust air cleaning system. As the involved end user, the Volkswagen AG supported the development of the process during the whole duration of the project, and evaluated its suitability for serial production. By processing an existing component used in automotive industry, the suitability of the developed processes was proven at the end of the project.
The supporting measures “Photonic Processes and Tools for Resource-Efficient Lightweight Construction“ within the framework of the program ”Photonics Research Germany“ is funded by the German Federal Ministry of Education and Research (BMBF). The author would like to express his gratitude to the corresponding overall project management VDI Technologiezentrum GmbH for their support. Furthermore the author would like to thank all coordinators of the involved co-operative research projects for their engagement and their support of the co-ordination work as well as all partners of the HolQueSt3D-project for their excellent work in a constructive manner.