The Laser Institute of America aims to foster the future of laser applications. Many of our corporate members uphold similar ideals and they are working hard to advance the future of laser applications in manufacturing.
From the development of new life-saving products to building the future of transportation and researching the next steps in the additive manufacturing revolution, here’s what some of our members have been up to in the last year:
Buffalo Filter Launches Plume Pen Pro
With a 25-year legacy as a recognized surgical safety brand, Buffalo Filter recently launched the new Plume Pen Pro. The device is a surgical smoke evacuation pencil that offers surgeons the “flexibility and option of longer surgical smoke capture ports making the exchange of blades easy and plume capture tailored to plum length.”
The Plume Pen Pro, along with other products by Buffalo Filter, work to reduce surgical smoke inhalation and exposure. This keeps operating rooms safer with user-friendly solutions.


Image: Buffalo Filter
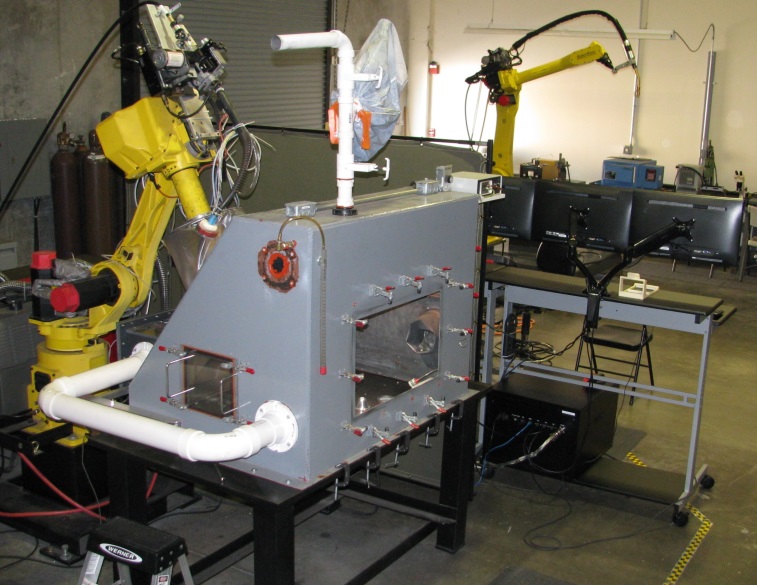
II-VI HIGHYAG’s RLSK Laser Featured in Industrial Laser Solutions for Manufacturing
A recent issue of Industrial Laser Solutions for Manufacturing featured a cover article on laser welding for the Ford Mustang, spotlighting II-VI HIGHYAG’s RLSK remote laser welding head. In developing the new Mustang, Ford needed a large-scale, single-sided joining method that did not possess the potential structural weakness of traditional spot welding. Ford then turned to remote laser welding, which not only solved the structural weakness issue – it created a measurable increase in productivity at the production plant.
Starting in 2015, the RLSK remote laser welding head was put into full use by Ford. Four were installed at the Detroit plant, joined by 24 additional structural remote laser heads for the vehicle’s production. Implementing these remote laser heads lead to a decrease in weld time, fewer station cycles, fewer welding robots, and an increase in overall production space.


Image: II-VI HIGHYAG
LPW Technology, Inc. CEO and Founder Discusses 3D Printing Opportunities in Aerospace
Machine Design Magazine recently published a piece on the use of 3D printing for aerospace applications. The article quoted various industry leaders and experts, including LPW Technology Founder and CEO Dr. Phil Carroll. Dr. Carroll addresses the increasing demand versus the quality control of metal powders used in 3D printing. In the early days of powder metal liturgy, the materials were essentially grounded up scrap metal, leading to a high chance of contamination. Contamination of a pure metal powder could lead to a compromised part down the line, because the offending particles may degrade over time.
To combat this, greater inspection and handling of metal particles is required. Working with Lloyd’s Register and TWI, LPW will be certifying powders for a joint effort to increase the adoption of additive manufacturing.


Image: LPW Technology
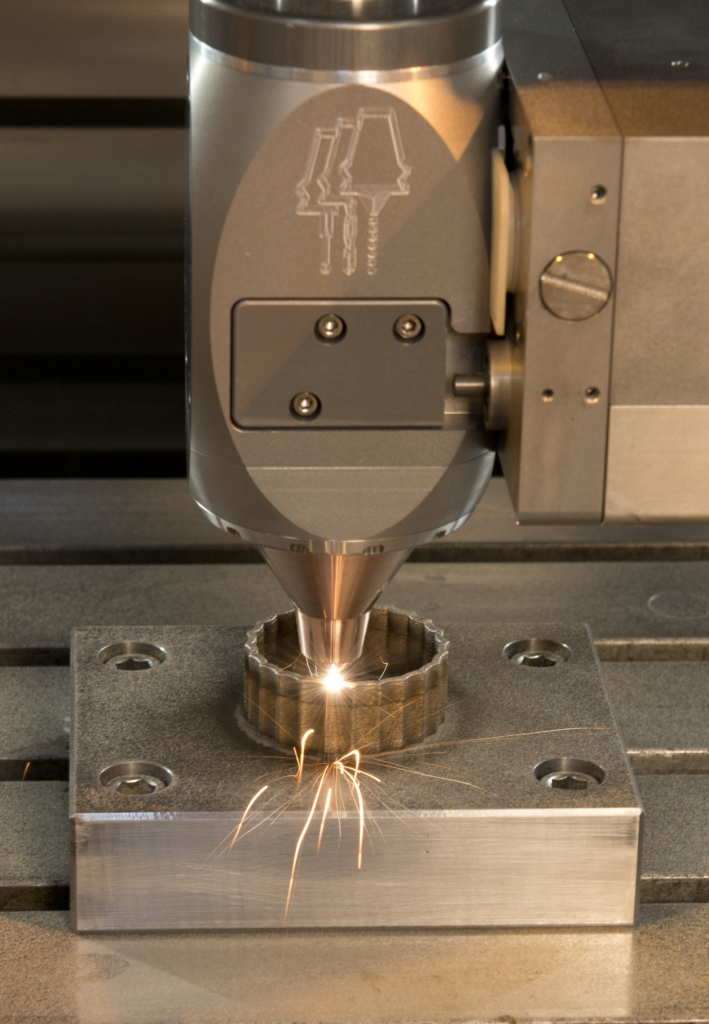
RPM Innovations, Inc. Working With Okuma America Corp. on Alternative to Combination Additive/Subtractive Manufacturing Processes
Despite the overwhelming push for additive manufacturing processes across industries, there are still many cases in which traditional subtractive processes are the most effective solution. However, it does not always have to be a case of choosing one over the other, or even combining them.
With the assistance of their laser deposition machines, RPM Innovations and Okuma America are developing options for machines that allow individual operations to occur, by keeping processes in separate sections that link together. Rather than choosing one manufacturing method, or forcing them to overlap, separating the processes allows for differences in processing time, automation in loading and reloading, as well as the addition of other processes in the workflow.


Image: MMS Online
Spectra-Physics Introduces Icefyre
Earlier this year, Spectra-Physics debuted IcefyreTM, “a compact, high power industrial picosecond hybrid fiber laser.” The IceFyre is versatile in its process optimization and repetition rates, as well as pulse-on-demand triggering. It combines the power supply and laser head into a single, compact unit.
In the official news release, Spectra-Physics states that Icefyre is designed for precise manufacturing of sapphire, glass, ceramic, metals, plastics, and other materials. The Icefyre made its debut at the 2017 SPIE Photonics West.


Image: Spectra Physics
We are committed to sharing the latest news about our esteemed and innovative Corporate Members. To learn more about becoming a Laser Institute of America Corporate or Individual Member, click here.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Read about LIA or contact us for more information.