Laser Safety experts will gather from around the globe from March 20-23, 2017 at the Sheraton® Atlanta Airport
For Immediate Release
ORLANDO, FL (PRWEB) AUGUST 31, 2016
Laser Institute of America (LIA) will hold its biennial International Laser Safety Conference (ILSC®) from Mar. 20-23, 2017. At the Sheraton® Atlanta Airport, LIA will gather laser safety experts from around the globe to offer a thorough and comprehensive four-day conference for a variety of laser industry members. From laser safety officers and nurses, to safety product manufacturers and laser physicists, attendees will not only gain invaluable information from sessions, but will also have the opportunity to network with others and take part in this community of laser safety experts.
In 2017, ILSC – the premiere conference in the field of laser safety – will be led by Conference General Chair John O’Hagan of the Health Protection Agency. The 2017 program will feature knowledgeable speakers and presenters in the plenary session, the poster presentation gallery, the Laser Safety Scientific Sessions (LSSS), the Medical Practical Applications Seminar (MPAS) and the Technical Practical Applications Seminar (TPAS). The MPAS will be co-chaired by Kay Ball, Vangie Dennis, Patti Owens and Leslie Pollard.
Co-chaired by Eddie Ciprazo and Jamie King, the focus of TPAS in 2017 will be a return to the basics. “For the Laser Safety Officer (LSO) who is just starting out, who serves as a collateral duty, or even as a seasoned LSO with years of experience, there is something for everyone,” explains King. “From basic optics to cutting edge technologies, and everything in between, it’s here.”
Karl Schulmeister, Chair for LSSS, assures that ILSC will continue to cover the subject matter that attendees have found most helpful over the years. Among the planned topics are laser product safety, medical laser safety, and bioeffects. The latter will expand upon the interactions between lasers and tissues, discussing injury thresholds for the varying tissues of the eye and skin. Other sessions will focus on eyewear, outdoor lasers, high power lasers and materials processing. Broadband incoherent radiation will also be featured, as these lighting and other non-laser optical radiation sources have become interwoven with laser safety in recent years.
The ILSC 2017 Call for Papers is open for submissions. Authors are invited to submit their abstracts for oral and poster presentations by Oct. 6, 2016. Papers should contain original, recent and unpublished results of application research, development or implementation. To submit your abstract, visit http://www.lia.org/conferences/ilsc/abstract_submission.
“The authors of these submitted papers make up this scientific conference,” states Schulmeister. “The quality of the conference is determined by the quality of the submitted papers as oral presentations, posters and the respective proceedings papers, which are valued sources of information not only for the participants at the conference, but as general references.”
Are you ready for the latest news, updates, and points of interest regarding lasers, laser safety, and laser applications?
Aggregating content from Lasers Today, LIA Blog, and our social media channels, here’s what you may have missed this week:
Laser Industry News: Is Low-Cost, Robotic AM possible for large-scale?
Is low-cost, robotic additive manufacturing possible for large-scale parts? Learn about the successes Keystone Synergistic Enterprises has had in expanding directed-energy additive manufacturing into large parts, on a low cost platform. The piece also discussed some of the early roadblocks experienced when exploring additive manufacturing for airframe and engine applications, in the late 90s and early 2000’s. Read more about Keystone’s strategy to expand upon additive manufacturing applications for sustainable business here.
A newly proposed method could greatly reduce the manufacturing times of 3D printed parts. In the post 3D Printing of Net Shape Geometries by Laser Metal Deposition, learn how this proposed process differs from traditional laser metal deposition, and the results that it produced here.
Conference Updates: Prepping for the Industrial Laser Conference at IMTS 2016 in Chicago!
On the fence about attending the inaugural Industrial Laser Conference? Be sure to check out our post highlighting the four industrial manufacturing professions that may benefit the most from attending. The Industrial Laser Conference was designed to introduce ways to incorporate lasers into existing processes. Learn how to stay ahead in a competitive, high-tech market here.
Ready to register for Industrial Laser Conference? Find everything you need to know before attending here.
LIA News & Updates: Recapping LME & Summit via LIA Today
LME (Lasers for Manufacturing Event) & Summit took place April 25-27 in Atlanta, Georgia. This week, we recapped the event. LME & Summit offered educational workshops for both introductory and experienced attendees as well as the latest addition, the Laser Technology Tour, proved to be a hit with attendees. Check out what you may have missed here.
A greater number of industries than ever before are adopting additive manufacturing technology to their processes, often saving money on production costs! Learn how laser additive manufacturing may give your company the advantage in our slideshare The Cost of Manufacturing With Lasers vs Without Them. The slideshare covers the advantages of additive manufacturing, types of 3D printing and more! Download it here.
Interested in learning more about laser additive manufacturing? Register for one of our manufacturing-centric conferences, held throughout the year. The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide.
Find us at www.lia.org — and follow us on Twitter for live, up-to-date conference information.
Introduction An additive manufacturing method developed by TWI within the framework of an EU-funded project could drastically reduce component manufacturing times.
TWI engineers have been using laser metal deposition (LMD) to produce net shape thin-walled engine casings, aiming to reduce the environmental impact of civil aerospace manufacturing.
In LMD, a weld track is formed using metal powder as a filler material which is fed, through a coaxial nozzle, to a melt pool created by a focused high-power laser beam. An inert gas carrier transports and focuses the powder into a small area in the vicinity of the laser beam focus (powder-gas beam focus). By traversing both the nozzle and laser, a new material layer develops with good precision and user-defined properties. The application of multi-layering techniques allows 3D structures to be created directly from a CAD model without the need of additional tooling. Historically, coatings and 3D objects deposited by LMD tend to be considered as near net shape.
The focus of the study was an axis-symmetric cylindrical casing with a maximum diameter of 300 mm, a wall thickness of 0.8 mm and a height of 88 mm (see Figure 1). The component is traditionally manufactured from a nickel alloy (Inconel 718), forming a complex geometrical topography requiring specialist tooling, all of which absorbs significant resource (six months lead time) and generates a large amount of waste material when manufactured.
Figure 1
From Design to Manufacture Two years of development and six months of demonstration activity, led by the team at TWI’s Technology Centre in South Yorkshire, concluded the validation of CAM-style software tools created as a plug in to TWI’s ToolCLAD software: a software package being developed at TWI specifically for the LMD CAD-to-part-manufacturing process. The plug in maps a five-axis vector toolpath with deposition parameters to guide a three-axis coaxial LMD nozzle across a moving substrate manipulated by a two-axis CNC rotary table, creating a novel method of LMD manufacturing.
With precise synchronization of the movements of rotation and tilt of the substrate with incremental movements of the coaxial nozzle (predominantly in the +Z direction), a continuous spiraling weld track can be deposited or ‘grown,’ layer on layer, from out of the substrate. The helical multi-layering technique allows a thin-walled 3D contour to form, which accurately follows the changing directions of the original CAD surface profile (STL file). The process is analogous to a clay pot forming on a potter’s wheel. By allowing the substrate to control movement, rather than traversing the nozzle around a circular path, gives a consistent and regular weld track, and therefore, a good surface finish. Furthermore, the tipping of the substrate to axially align the orientation of the growing wall with the cladding nozzle allows overhanging features to be created without the need to build additional support structures.
A key innovation was the development and use of an adaptive slicing algorithm which automatically varies the numerical slice height (lead distance or pitch) between each helical revolution of the calculated tool path. The magnitude of the change is governed by the orientation of the facet (triangle) normal at the required slice height within the STL CAD model. However, during deposition, the actual build height is maintained at a fixed value to ensure a consistent surface quality. Hence, the adaptive slicing approach modulates the number of layers deposited per unit distance of build height which is governed by the tilt angle of the rotary table. Without this feature, printed parts would have a sizing error in the Z direction.
Modelling Heat Effects to Improve Precision To assist with the experimental investigations the heat effects during LMD processing were replicated by Finite Element Analysis (FEA). With the utilization of FEA models, the prediction of the shape change of the LMD built casing could be calculated and compared to the target CAD geometry. The results from modelling agreed closely with visual observations, where much of the temperature dependent distortion occurred in the first 15-20 mm of build height. This caused the cylindrical wall to pull inwards. This distortion is linked to the build-up of cylindrical stress distributions during cooling coupled with the thermal shock of depositing the wall onto a substrate held at room temperature. The calculation of the magnitude of the distortion, layer on layer, helped to compensate the wall movement and maintain nozzle alignment on top of the growing wall through appropriate adjustment of the tool path.
Bringing Real-World Benefits The high integrity of the final part, coupled with the low thermal loading imparted by the process, allowed it to be removed from the substrate with little further distortion. This is evident from the results of geometric 3D scanning. Overall tolerance across the largest diameter was ±250 µ. The wall thickness averaged 0.854 mm with a tolerance of 0.8 mm ±0.1 mm. The surface finish averaged 15-20 µ RA with the higher values centered on the fillet radii; probably because the powder-gas beam focus was not co-located directly on top of the growing wall during continuous reorientation of the table. This created a subtle stair step effect around a curved feature. It is important to note that a final heat treatment step would be necessary to alleviate residual stress that invariably builds up during LMD manufacture.
The LMD manufacture and subsequent dimensional measurement of a combustion casing prototype confirmed that the software and procedures developed in this study were capable of net shape manufacture. Furthermore, the LMD part was proven to have the same geometrical accuracy as a part produced by conventional manufacturing methods. The only difference was surface roughness, which increased from 0.8-1.6 µm to 15-20 µm in the LMD part; although this was still considered acceptable.
The key to the success of achieving the required geometric accuracy and surface finish was minimizing nozzle movement and allowing the substrate to do most of the work. The 7.5 hr build time was a significant reduction over the current six month lead time. However, the LMD productivity rate of 0.1 Kg/hr of deposited powder was considered very low. This can be ascribed to the requirement of wall thickness and surface finish which dictated weld track size and quality. The density of the final part was at least 99.5 percent. The weight of powder material fused in the final part was 750 g and 1.1 Kg of powder was pushed through the nozzle during manufacture, giving a 70 percent material efficiency. Conventional manufacturing routes for the casing (including the manufacture of tooling) generated several 10’s Kg of waste material.
The presented work is now being applied to other demonstrator applications across a range of different industrial sectors. This includes procedures to manufacture geometries with thicker walls, the addition of surface deposited features and parts with larger diameters.
Dr. Carl Hauser is a consultant on Additive Manufacturing and 3D Printing for TWI and would like to thank Neil Preece (TWI, UK) and Loucas Papadakis and Andreas Loizou (Frederick University, Cyprus) for assisting in the experimental work and process modelling.
On September 13, 2016, Laser Institute of America (LIA) will host the inaugural Industrial Laser Conference at the International Manufacturing Technology Show in Chicago. Now is the perfect time to discover the possibilities of incorporating lasers into your shop’s manufacturing processes.
Calling all Production Managers, Automation Engineers, Directors of Manufacturing, and Technicians! The present and future of industrial manufacturing is all about innovation and disruption. If you’re attending the International Manufacturing Technology Show (IMTS) at McCormick Place in mid-September, or can invest in your future by traveling to Chicago, you won’t want to miss learning how to incorporate lasers into your processes at the inaugural Industrial Laser Conference held at IMTS.
The present and future of industrial manufacturing is all about innovation and disruption.
No matter whether your shop already incorporates lasers into its manufacturing processes, or you’d like to take the first step, but don’t know where to start, the Industrial Laser Conference will provide you with the foremost laser-based technical information you need to remain competitive in the high-tech manufacturing marketplace. For more information on why – and for – who the Industrial Laser Conference was created, click here.
The inaugural Industrial Laser Conference is held this year at IMTS 2016.
What You’ll Discover at the Industrial Laser Conference at IMTS
Industrial Laser Conference is a full day of learning about industrial laser opportunities, how manufacturing is evolving with the application with the application of additive laser technology, a machine shop’s journey into metal additive manufacturing, and much more. Chaired by renowned FANUC America Corporationproduction manager Elizabeth Kautzmann, the “best of the best” in industrial manufacturing and lasers will cover 360-degrees of the industrial manufacturing and lasers landscape and how to leverage lasers in your current program.
Join the Future of Industrial Manufacturing at this exciting inaugural event! Here are four Industrial Manufacturing Professionals Who Should Attend the Industrial Laser Conference 2016:
1. Production Managers: You’re the professional who is in charge of your company’s overall vision and production of the manufacturing process. Ask questions and get expert answers from the brightest in the field – and shops who are already finding success.
2. Automation Engineers: You’re all about the designs and programs for automated machinery and their processes. Explore in depth at the Industrial Laser Conference.
3. Directors of Manufacturing: Since you oversee management and are in charge of all manufacturing areas, there’s no better place to gain confidence in the future of your staff and shop with in-depth information from lasers in manufacturing leadership.
4: Technicians: You make it a priority to look after technical equipment in order to become a better acquainted expert within any application of a craft or science. The Industrial Laser Conference is perfect for you and your future!
What’s more, registration for this event includes access to the Industrial Laser Conference and the IMTS exhibit floor for all six days. If you’re attending the International Manufacturing Technology Show, adding the Industrial Laser Conference to your schedule is easy.
If you’re attending the International Manufacturing Technology Show, adding the Industrial Laser Conference to your schedule is easy.
We want you to Discover Chicago! Make the Most of the Industrial Laser Conference and the International Manufacturing Technology Show. Click here to read our guide to Chicago during the big week.
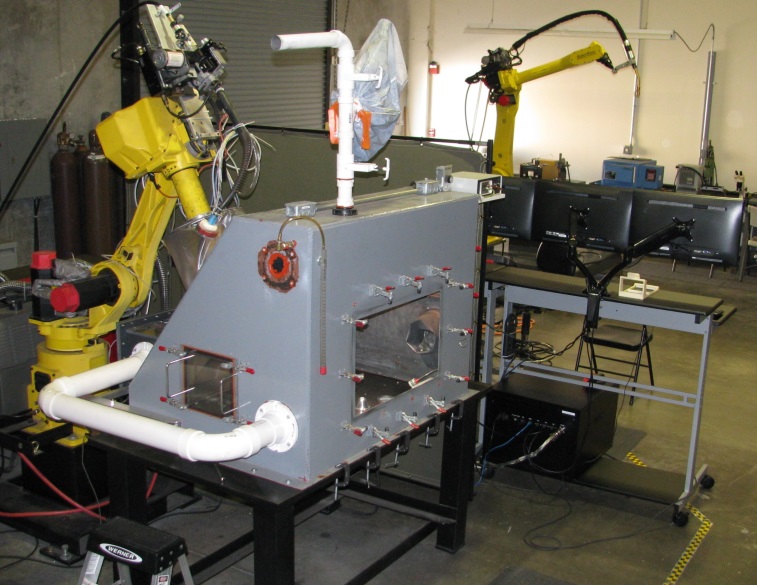
Expanding directed-energy additive manufacturing into very large parts based on a low-cost platform has been a thrust of Keystone Synergistic Enterprises, Inc. for the past decade. Keystone has successfully produced directed-energy additive manufacturing (AM) parts using a robotic pulsed arc platform enhanced by a suite of integrated process controls that provides a level of uniformity needed for a qualified additive manufacturing capability. To expand beyond laser powder, laser wire feed and electron beam (EB) wire feed AM processes, Keystone has established a very low-cost AM capability using the robotic arc-based process capable of making very large parts. Figure 1 shows the Keystone Robotic AM work cell for large-scale parts.
Figure 1. Keystone Robotic AM work cell
In the late 1990s and early 2000s, additive manufacturing was being seriously considered for a limited number of F35 airframe components, but that small market of parts was far from being a sustaining business case for a supplier base in additive manufacturing. While numerous airframe and gas turbine engine makers were investigating additive manufacturing, only part demonstrations, test parts and the production of test blocks of AM material were produced, representing a very limited volume of AM parts.
Keystone participated in numerous detailed cost-benefit analyses with the OEM companies, reviewing part after part for suitability for AM processes and looking for compelling cost reductions that would be the foundation for a strong business case. Given the high cost of powder metal and welding wire, the high capital cost of electron-beam or laser AM equipment, few good examples of cost reduction were identified that would inspire an OEM to substitute AM processes for castings or forgings.
In that timeframe, it was becoming obvious that the effort to qualify additive manufactured parts for use in flight-critical airframe and engine applications was becoming a significant roadblock. This constraint coupled with the difficulty to identify pervasive cost reductions by substituting additive manufacturing for existing manufactured components, proved that directed-energy AM processes would struggle to be a sustainable business.
Keystone’s strategy was to expand the range and market of parts that could be made using directed-energy additive manufacturing, focusing more on non-critical parts, tooling and the reconstructive repair of non-critical components. This greater market segment would, however, require a significant reduction in the per-pound cost of AM deposited metal. A cost breakdown of an AM process reveals that the primary drivers are the cost of raw material, the cost of capital equipment, and the machine and labor-based cost of time in the equipment. These factors drove to a simple set of conclusions that defined the path forward for additive manufacturing to establish a foothold in the broader manufacturing industry beyond just aerospace.
Low-Cost Raw Material Welding wire is always a lower cost than powder metal and the cost for handling and management of the raw material stream is lower. There are far more alloys available as welding wire compared to powder metal. This raw material stream is highly mature, broadly distributed and is lower in cost.
Low-Cost Equipment for Large Parts Electron–beam and laser AM processes require expensive equipment driven by the high cost of delivered and focused energy from an EB gun or laser. This represents a significant cost compared to an energy source such as an electrical arc delivery. A robotic platform capable of 6 or 7 degrees of freedom of motion in a very large work space is a very low cost alternative to a gantry-based CNC system supplying motion in an equivalent work space. A highly capable robotic welding platform can be acquired for $100 K to $200 K compared to millions of dollars for EB and laser systems. This led to the utilization of a robotic gas metal arc welding (GMAW) system as a robust, mature starting platform for a low-cost AM process using traditional weld wire as the principle material delivery system. Robotic welding systems are a very mature capability and represent a highly supported industry. The primary challenges with robotic AM processes are the lack of integrated process controls and the difficulty of programming for complex parts.
High-Rate Throughput & Deposition Rates The up-time of robotic welding processes is very high, and the deposition rate for most alloys ranges from 7 lbs/hr to 25 lbs/hr. One operator can easily operate two to three robotic systems representing a low labor content.
However, one does not just take a robotic welder and become a qualified source for additive manufacturing processes. There are several other considerations required to make a capable AM system. Most significantly, closed-loop process controls need to be added to the robotic platform to build in a level of reproducibility and process consistency to provide confidence the material will be uniform. AM processes must be consistent, of predictable quality, be homogeneous throughout the AM build, consistently achieve minimum mechanical properties, and be equivalent from part-to-part, machine-to-machine and supplier-to-supplier. There are thousands of robotic welding systems throughout the country that could be placed into service performing AM processes, however without process controls, process specifications and procedures, qualification standards and certified mechanical property data bases, the output from these equipment platforms would be inconsistent, variable and lack reliability. The potential industry would falter and have strong negative perceptions.
The key elements needed for AM capability are process controls, written guidelines and specifications, and a solid path to qualification. Keystone is actively addressing these enhancements to make robotic pulsed-arc AM a qualified mainstream process.
The primary process controls that are needed to transform a typical industrial robotic welder to an AM capability are:
Control of build height
Control and management of part temperature during an AM build
Monitoring the features of the melt pool during AM processing
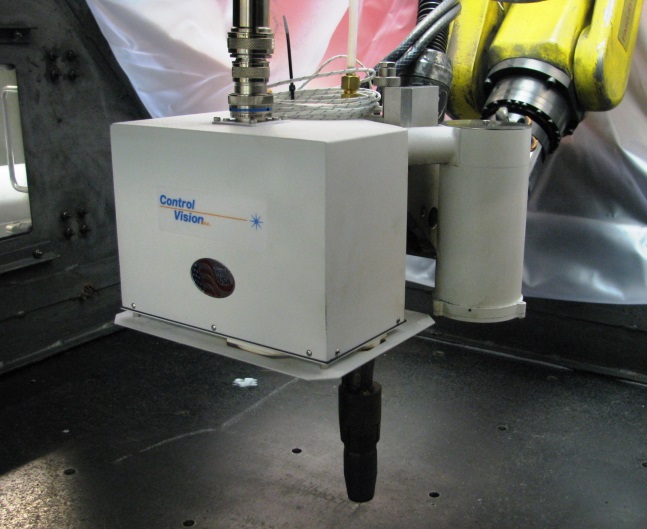
Keystone has developed an integrated suite of sensors and control software that can be added to a welding robotic system and communicate with the robot’s controller through analog and digital I/O ports. Figure 2 shows the Keystone lightweight integrated sensor head mounted on the robot end arm to provide closed-loop build height control, closed-loop thermal management and control, and melt pool size and feature measurement and monitoring.
Figure 2. Keystone lightweight integrated sensor head mounted onto a robotic end arm
Using these controls, Keystone has successfully produced a significant range of AM parts in many important alloys including titanium, aluminum, steel, iron-based alloys, nickel superalloys, cobalt alloys, and copper-nickel alloys. Parts and tools with over 550 lbs of deposited material have been produced at Keystone for production applications. Figure 3 shows several examples of AM parts produced by Keystone using robotic pulsed-arc methods. This capability, combined with a focus on very low cost and non-critical hardware, has enabled Keystone to expand the range of parts and tooling appropriate for AM processing, critical for the directed-energy AM market.
Figure 3. AM parts produced by Keystone using robotic pulsed arc methods
Keystone has generated AM source and process qualification guidelines for the robotic pulsed-arc process and facilities and is currently developing certified B-Basis allowable mechanical property data for titanium and stainless steel alloys in support of US Navy projects. Along with process controls, these guidelines and certified properties databases provide the foundation for qualification against the criteria for both non-critical and critical hardware.
Keystone continues to mature and expand the capabilities of add-on process controls for robotic AM platforms, working to have a package that can transform an industrial welding robot to a viable AM machine and process. Expanding large-part AM manufacturing into many industry sectors will be a critical aspect of building a robust manufacturing supply base and enabling directed-energy AM processes to get a foothold as a viable approach for producing large-scale metal parts.
Keystone has installed a second robotic AM system at its Port St. Lucie, FL facility to keep up with the expanding demand for low-cost large-scale additive manufacturing for aerospace and industrial applications. We invite you to visit Keystone at www.keystonehq.com and consider potential applications for this emerging addition to the traditional directed-energy AM processes.
Bryant Walker and Raymond Walker are President and Vice President of Keystone Synergistic Enterprises, Inc.