In preparation for LAM® 2017, Lasers Today takes a closer look at the presenters and industry leaders at this year’s workshop.
The additive manufacturing revolution is in full swing. With more industries adopting 3D printing capabilities for their parts development, 3D printed materials are here to stay. At the 2017 Laser Additive Manufacturing Workshop (LAM®), researchers and industry leaders alike will discuss the state of additive manufacturing, as well as present ongoing developments within the various industries they serve.
Stryker Trident II Tritanium
Additive Manufacturing of Metal Implants
Presenting on Day One, during Session One: Trends in Laser Additive Manufacturing, is Marc Esformes of Stryker Corporation, discussing “Additive Manufacturing of Medical Implants.” Stryker Corporation is among the pioneering companies to use additive manufacturing technology to develop medical devices and tools, and recently announced the expansion of their 3D printing capabilities by developing a brand new, multi-million dollar facility. Their exciting new solution for spinal surgical implants has garnered ample attention, not just in the world of additive manufacturing, but in fields like orthopedics, neurosurgery and general surgery.
About Stryker Corporation
Stryker Corporation began as the medical practice of Dr. Homer Stryker. The practice was incorporated as an orthopedic frame company in 1946, before becoming Stryker Corporation following Dr. Stryker’s retirement in 1964.
In recent years, Stryker Corporation has become one of the leading companies using additive manufacturing technology to develop parts for the medical field. Unlike other industries, the parts and implants created in the medical industry must go through numerous comprehensive trials and tests for biocompatibility, long before they are used for their intended purpose.
Stryker’s Most Recent Development
This year, Stryker Corporation developed a 3D printed Tritanium (the brand name of Stryker’s alloy material, used in their powder bed laser sintering process) Posterior Lumbar Cage Spinal Implant. The implant was showcased at the American Association of Neurological Surgeons (AANS) Annual Scientific Meeting.
Using virtual reality technology, the presentation showed viewers the evolution of Stryker’s manufacturing before giving a virtual tour of the Stryker facility, including a close-up look at the implant.
Expanding upon existing implant technology, and over a decade worth of research, the spinal implant is porous, and resembles bone tissue. Given its flexible, permeable state, early trials suggest that the implant may encourage natural bone growth, leading to a longer-lasting, more functional implant, that behaves like natural bone.
Don’t miss your chance to explore the latest advancements in medical additive manufacturing when Marc Esformes of Stryker Corporation presents at LAM 2017. LAM will take place February 21-22, 2017, in Houston, Texas. For more information, and to register, please visit https://www.lia.org/conferences/lam.
Don’t miss a single laser industry update! Visit Lasers Today and sign up to receive the latest in lasers delivered directly to your inbox.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide.
The Laser Institute of America LasersToday.com Weekly Wrap-Up aggregates industry news, conference updates, and LIA happenings. Here is the latest:
Laser Industry News
Despite turbulence, both economic and political, around the world, industrial laser sales continue to grow, where other manufacturing sectors have slowed. Dominating the market are Carbon Dioxide, Solid State, and Fiber lasers which make up the largest growth for 2016. But what does this mean for 2017? Check out the projections here.
The relationship between the automotive industry and laser technology has strengthened in recent years. From reducing CO2 emissions to creating lighter framework, to mixing materials, the use of laser technology is making vehicle development much more efficient. Get the details here.
LIA Updates
Are you looking to expand upon your existing laser knowledge in 2017? Resolve to become an LIA member in the new year. LIA members receive subscriptions to LIA publications, discounts on all LIA products and services, reduced rates at industry conferences, ample networking opportunities, and more! Student rates are now just $25! For more information on pricing, and how to join please visit https://www.lia.org/membership/
Conference News
Did you miss ICALEO® this year? Be sure to check out the highlights from the 35th International Congress on Applications of Lasers and Electro-Optics. Featuring highlights from the congress, the laser materials processing conference, the laser microprocessing conference, the nanomanufacturing conference, and more, be sure to catch up on what you may have missed this October. Find the highlights here.
Laser Additive Manufacturing Workshop (LAM®) takes place February 21-22, in Houston, Texas. Uniting researchers and industry leaders in the sector of additive manufacturing, this is an event you do not want to miss! Registration for LAM® is now open. For more information and to register, please visit https://www.lia.org/conferences/lam
Don’t miss a single laser industry update! Sign up today to receive the latest in lasers delivered straight to your inbox. Be sure to follow LIA on Facebook and Twitter for even more laser news.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Find us at www.lia.org
Laser technology is an important key to letting CO2 emissions be reduced in passenger cars. A multitude of laser-based innovations in automobile production contributes to achieving this goal. The following article provides an overview.
Coming generations of vehicles will be far lighter than their predecessors. Laser-based manufacturing processes play an important part in this progress. Examples include parts without flanges, the increasing use of aluminum, CFRP and other high-performance plastics, thermoforming and joining plastics to metals. All these innovations help to reduce vehicle weight, in turn extending the cruising range and shaving CO2 emissions.
Lightweight Vehicle Construction Thanks to Lasers When joining sheets with conventional spot welding it is necessary to overlap the edges. By comparison, welding with a laser beam makes possible flangeless designs. Here the individual sheets are first assembled by way of tongue-and-groove joints and then welded by the laser. This offers several advantages: processing time drops when compared with spot welding; the elements thus joined can be of differing materials and thicknesses; the resulting structures have no redundant material and thus save weight. In addition, the prepositioning of the parts one with another reduces the – otherwise enormous – effort for clamping technology, permitting simple and cost-favorable clamping aids.
Non-flanged structures, when compared with conventional spot welding, offer many benefits in regard to processing time, material use and the weight.
Where greater loads demand additional stability, reinforcing structures can be attached as needed. The corresponding structures – such as the underbody of a vehicle – can be made up with less tooling. Neither are any special tools required for this purpose, which have to be manufactured in an elaborate process when preparing for production. Instead, all the required steps in processing can be carried out by a standard laser welding robot.
One outstanding example of this process is the “StreetScooter” deployed by the German Post Office. It was engineered by an academic spin-off of the Rhenish-Westphalian Technical University at Aachen, Germany, and is built on an underbody made up without flanges. At present about 40 of these microvans are in trial use, which has been thoroughly successful to date.
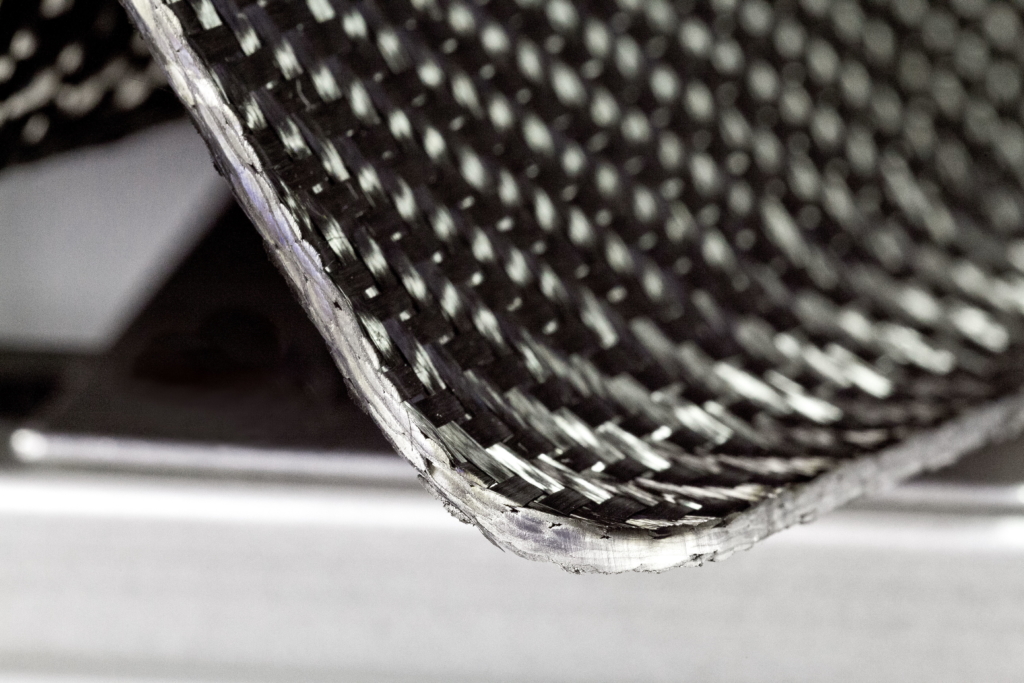
Using Lasers Permits Innovative Mixes of Materials CFRP – carbon fiber reinforced plastic – is also being used more frequently in lightweight vehicle engineering, especially in vehicles powered solely by electricity. Laser technology also offers clear advantages when cutting and processing materials like this. In this way the incisions are made without touching the material or exerting any force whatsoever, ensuring that the shape and structure of the material remain unchanged. This eliminates all risk of warping, even in non-reinforced materials. Depending on the production process being used, cutting and processing can take place either before or after the CFRP parts have been shaped. When cutting blanks from carbon fiber materials, TRUMPF offers the laser systems in its TruFiber series; spatially shaped, 3D parts can be cut with the TruDisk beam sources made by TRUMPF. If CFRP – or a glass or carbon fiber mat already embedded in the binder – is to be cut, then the TRUMPF TruFlow series is an excellent choice. Here the laser melts away the fibers cleanly.
Carbon fiber reinforced plastics can be cut with the laser either before or after shaping. If desired, the pure carbon fiber mats can be cut prior to or after filling with the binding polymer.
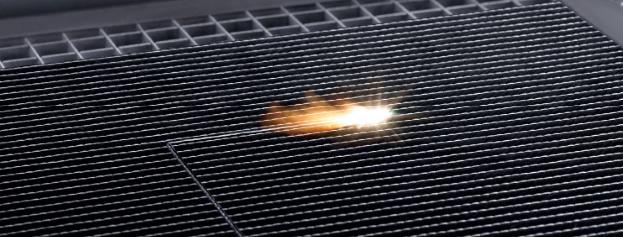
Cutting a hardened CFRP part: for materials less than four millimeters thick, the laser works two to three times faster than a water jet or milling tool and produces a higher-quality cut.
Laser light enables woven parts to be smoothly cut to near net shape. No finishing work is required for the cut edges.
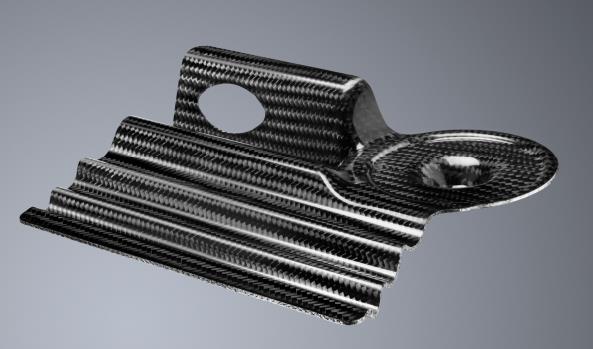
A further way to improve the production processes using laser technology is thermal joining of plastics to metallic materials – without the use of adhesives. Since metals and plastics have widely differing melting points, this would not be possible with traditional welding technology. Using a short-pulse laser makes it possible, however, to create a defined pattern of undercuts in the metal, into which the heated partner, made of plastic, is pressed. Once the plastic has cooled and hardened, the two materials are joined by a form-fit connection. Examinations of the tensile strengths in such connections show that the union once again attains the strength of the basic material. Connections made this way are pressure-proof and waterproof and remain stable even under dynamic loading.
Securely joining metal and fiber composites: an ultra-short pulse laser creates an undercut in the metal part, ensuring that the polymer and hot metal fuse together properly.
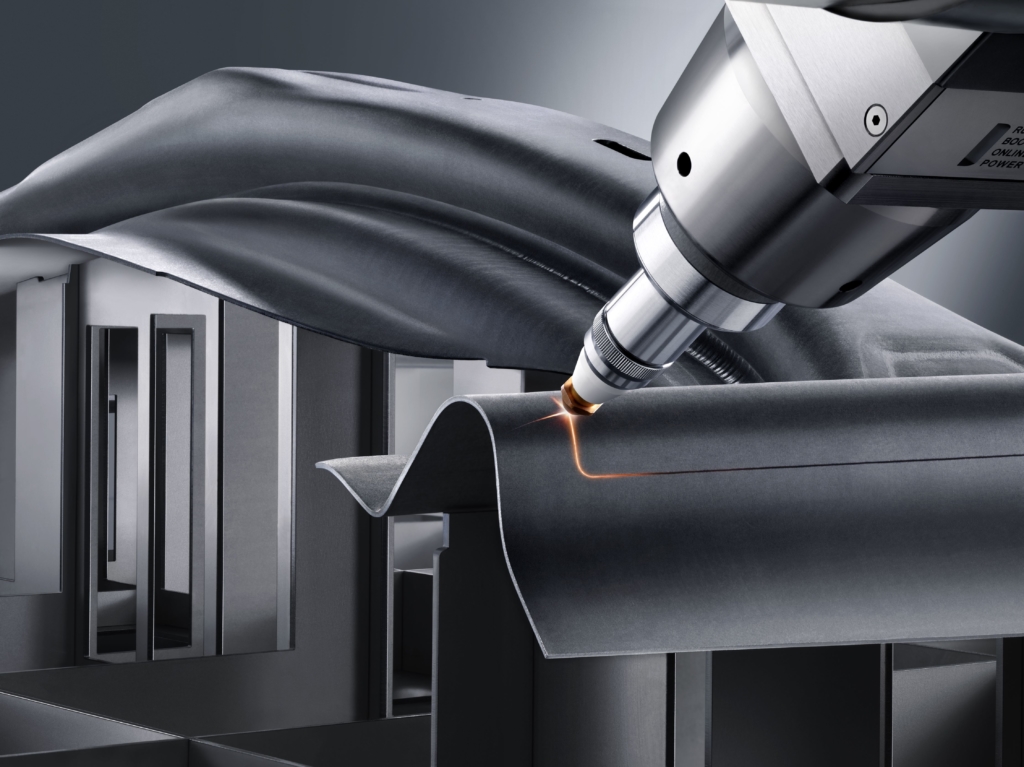
The Use of Lasers in Hotforming Hot stamping processes allow for considerable reductions in the weight of body parts. However, the hardened steels are too strong to be cut in a press. Laser technology presents an elegant solution for this problem, too. The parts are cut out by 3D laser cutting, without wear and without applying force. This tremendously productive technology can also be used for 2D cutting of the feedstock material prior to its being shaped in the press. Here optimized cutting patterns can save material. If model facelifts or derivatives require subsequent modifications, these can be effected simply by reprogramming the laser robot. No new punching tools need to be engineered and manufactured.
Conversely, laser light can also be used to induce partial softening to improve the formability in a closely defined area or to reduce the hazard of the material becoming brittle or breaking. The RF generators in the TruHeat series offered by TRUMPF are ideal for this purpose.
The beam of a laser can also be utilized to remove coatings from areas in the steel sheet in preparation for later welding. In other words, ablating an aluminum-silicon coating 10 to 25 microns thick. The process can be regulated so finely that the amount of aluminum remaining is adjusted exactly, enabling precise control of the material properties. The laser systems used here, such as the TRUMPF TruMicro series, can undertake the ablation described here with a velocity greater than 30 meters per minute.
3D laser cutting makes it possible to cut parts without wear and without applying force – and at high productivity.
In the following phases in the work, lasers can also apply lettering, marks, QR codes and the like. And lasers also serve to subsequently weld parts prepared by thermoforming.
Laser Technology Opens the Way for New Production Processes Even other approaches are offered by the techniques known as laser metal fusion (LMF) and laser metal deposition (LMD). Both processes are based on concepts such as those made familiar by 3D printing and additive manufacturing. They make it possible to produce parts that could not be manufactured at all with conventional processes. Complexity is free. This is true both in regard to their shape and in regard to the properties of the materials, especially since these innovative processes even permit combining differing materials within a single workpiece.
In laser metal fusion (LMF) an extremely fine metallic powder is applied uniformly to a metallic substrate and then melted or fused selectively with laser energy and allowed to harden. When using this process to create a workpiece, the 3D engineering data are “sliced” into individual layers 20 to 100 microns thick. The 2D image of each layer is the basis for the additive build-up of the workpiece. Exact control of the laser makes it possible to fuse each new layer of powder to the layers below – at the desired places and at the required material thickness.
In the case of laser metal deposition (LMD), the laser beam generates a weld pool on a metallic substrate, into which another material such as titanium, nickel, cobalt, tungsten-carbide or steel alloys is introduced as a powder. The powder melts and forms a layer which then coalesces with the substrate. LMD even makes it possible to create multi-layer workpieces which, if desired, can comprise several different bonded alloys.
Laser metal deposition (LMD) makes it possible to create multi-layer workpieces which, if need be, may comprise differing alloys which are bonded one with another.
The additive processes described here are already available today and in the coming years may be on par with conventional processes from an economic point of view. They can, by the way, also be used to apply structural reinforcements or additional structures to workpieces manufactured with other techniques. This adds flexibility to production processes in regard to the placement, geometry and size of the supplementary structure. And since additional material is attached only wherever it is really necessary, this technique once against saves weight in the finished part.
Perspectives for Novel Concepts But even the processes introduced up to this point by no means exhaust the options for using laser technology in vehicle engineering. Rather, they form the basis for numerous novel concepts. Only a single example is described at this juncture.
Remote fillet welding makes it possible to weld two workpieces at an overlapped seam. When compared with the laser welding normally used today, the amount of material can be further reduced by shortening the flanges in the overlapping zone. The seam is then welded by the laser beam direct in the fillet created here, requiring no additional filler material. One example of an application is welding seams in the frames for vehicle doors.
This process does, however, require the highest positioning accuracy for the laser beam. This can be achieved by using appropriate sensors to register the orientation of the workpiece and continuously re-regulate the position of the laser beam.
To summarize, laser-based processes make it possible to produce vehicle bodies with lower weights and to do so in different ways. This makes laser processing an important advance along the way to reducing emission levels, increasing cruising ranges and beyond this, to speed up, reduce the costs for, and add flexibility to automotive production.
Ralf Kimmel is with TRUMPF Laser- und Systemtechnik GmbH.
These are unsettled times for global manufacturing. Setting aside the normal up and down cycles of manufacturing — a number of global factors — ranging from Brexit concerns, to economic problems in China, turmoil in the mid-East and a new administration in Washington give cause for concern about economic growth prospects.
Trumping (pardon the pun) these concerns is the current status of industrial laser activity in the global manufacturing sector, that seemingly ignoring external effects, are enjoying another growth year (revenues up by more than 10 percent) led by strong double-digit sales of high-power fiber lasers, a surge in excimer laser revenues led by excimer laser silicon of displays and significant rises in uses for ultra-fast pulse lasers.
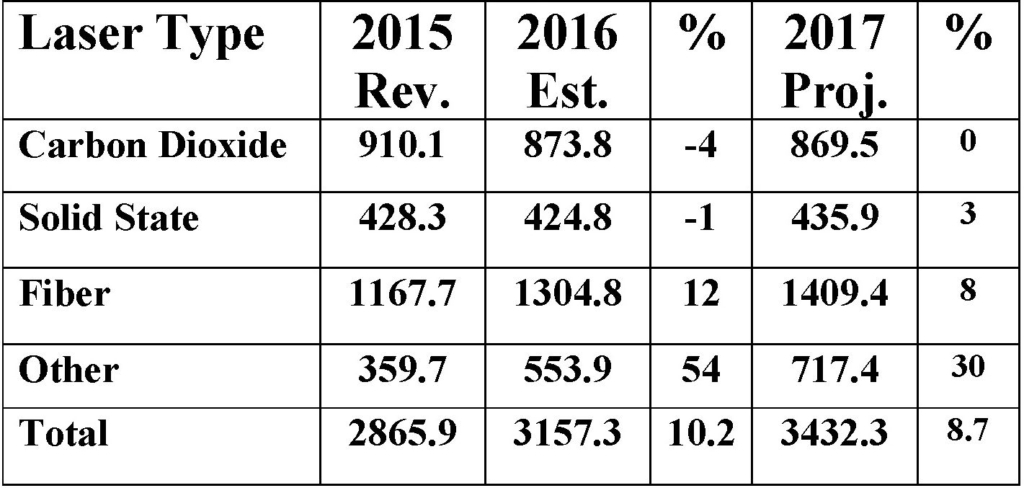
Fiber lasers at the kilowatt for metal cutting and joining operations, continue to outpace other laser types, representing 41 percent of the total industrial laser revenues in 2016. Fibers’ 12 percent increase came, in part, at the expense of CO2 (-4 percent) and solid-state (-1 percent) lasers. On a percentage basis direct-diode and excimer lasers in our ‘Other’ category enjoyed the largest annual revenue gain (54 percent) in recent years. These lasers have been recording strong gains based on their limited base numbers in several of our last reports. But one application, excimer laser annealing of silicon (FPE) used in mobile phone displays caused one company, Coherent, Inc., to book multiple orders worth several hundred million dollars for system’s to be delivered into 2018.
The overall revenue growth for industrial lasers in 2016, estimated at slightly more than 10 percent, would in reality be more like 4 percent if we deduct the 2016 FPE revenues; leading to fiber lasers inexorable drive to 50 percent of total laser sales. US based IPG Photonics will have a record 2016 as their revenues from fiber lasers for nine months passed $726 million and, at the high end of guidance for the 4th quarter, could be pushing the $1 billion mark (admittedly not all revenues are generated by laser sales).
Joining IPG Photonics near the billion dollar level is Coherent, Inc., whose fiscal year closed in October at a bit more than $857 million, but strong excimer sales at the end of the year should assist them breaking the barrier (not all revenues are industrial laser related). Certainly after their merger with Rofin-Sinar they could be over the $1.5 billion.
Sitting atop the ‘billionaires’ club is industry giant Trumpf Group whose 2015/2016 approached the $2.8 billion mark, of this, laser technology (including some laser systems) alone topped a billion dollars.
The aforementioned is not intended to belittle a fine group of laser companies who also make up the industrial laser market, but it is these Big Three that dominate the news.
Table 1. Revenues by laser type – Source: Strategies Unlimited
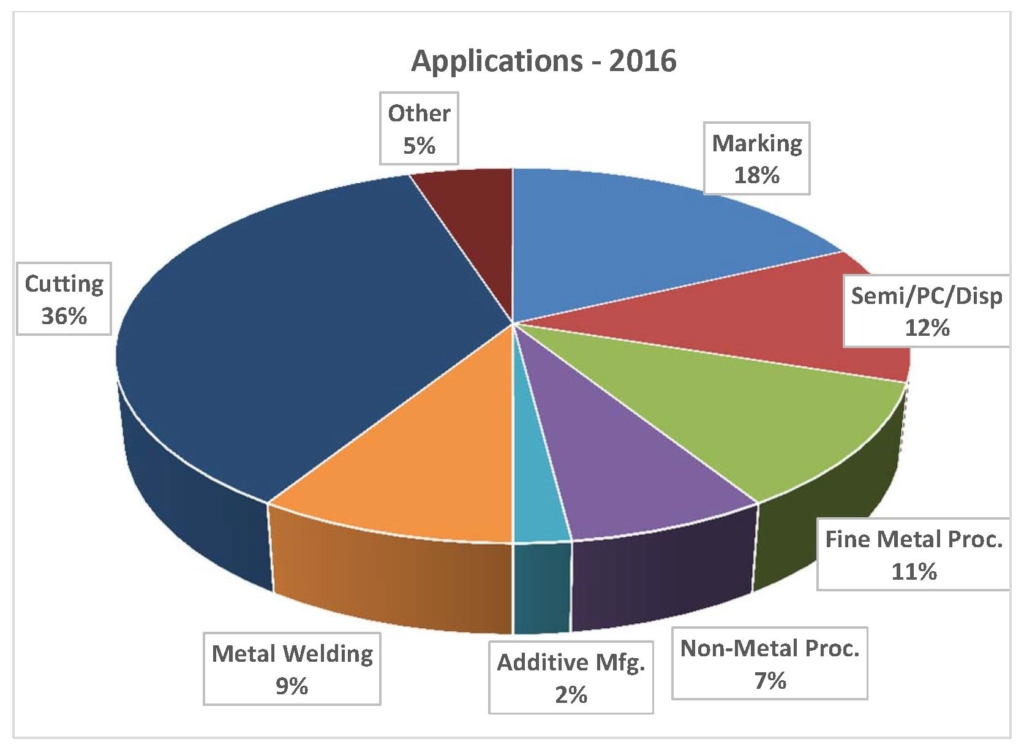
As stated earlier, and shown in the table above, 2016 was another growth year for industrial lasers. In an otherwise moribund global capital equipment market, laser system sales grew in industry sectors that continue to show strength: automotive, aerospace, energy, electronics and communications (smart phones). We divide lasers into three major categories: the first is marking, including engraving, that contributes about 18 percent of all laser revenues and, because this is the most global of all laser markets, traditionally has shown solid growth in all non-recessionary years, continues the trend with a 3.9 percent growth dominated by fiber lasers at 49 percent of the total.
The second category is Micro, which includes all applications using lasers with < 500 W of power, which in 2016 climbed to 35 percent of the total laser market thanks to a 10.2 percent growth in the sector that included display applications requiring excimer lasers. Ultra-fast pulse (UFP) lasers are gaining adherents in the Micro sector and this technology will shore up otherwise decreasing solid-state laser revenues.
The laser category Macro, that includes laser processes requiring more than 500 W of power, is the largest, at 47 percent, of all industrial laser revenues, thanks to fiber lasers which make up 44 percent of all Macro revenues. In 2016, CO2 lasers bore the brunt of fiber laser’s penetration into their largest revenue market, sheet metal cutting, resulting in a 4 percent decline in revenues with an almost 11 percent increase in high-power fiber laser sales. Additive manufacturing demand for more productivity has caused a spurt in higher power CO2 laser demand at the kilowatt level which is factored into the Other category.
Source: Strategies Unlimited
Applications Cutting as an industrial laser application is the most important on two levels: revenues generated and as a user of high-power fiber lasers. Globally over 70 integrators supply flat sheet cutters for metal fabricating. This sector is key among both industrialized and emerging nation economies, therefore its growth prospects are closely tied to a nations GDP. In 2016 global economic growth dipped below 2015 and is expected to expand only slightly in 2017. Thus sheet metal cutting, a key economy indicator, had an off year in terms of growth, with a concomitant softness in high power laser growth to 3.5 percent, which was irregular around the globe.
Fortuitously, expansion in global demand for laser welding (3.4 percent) led by the auto industry and boosted by pipeline and downhole oil pipe welding made up the difference.
Non-metal processing applications in paper converting and fiber reinforced polymers combined with fine metal processing (replacing mechanical fine blanking) to add 5 percent to total market growth. Additive manufacturing, more specifically laser metal deposition, grew 22.1 percent in 2016 spurred by acceptance in the aviation engine industry, with some growth in higher-power lasers accounted for in the Macro category. Both intermediate and high power CO2 and fiber lasers are used depending on material selection. In 2016, other less advanced user industries moved more slowly on acceptance as realization of secondary post-LAM processing required ROI readjustment.
The Future Economic projections for manufacturing in 2017 are a repeat of 2016 with pockets of sluggishness (East Asia, South America and Eastern Europe) continuing. For industrial lasers we are expecting a return to recent annual trends in total market growth with a projected 8.7 percent revenue growth. Marking laser sales are expected to show a decline as unit prices continue to erode mainly in the Asian markets.
Micro laser sales will be a bright light in the revenue picture as FPE laser shipments continue and non-metal processing grows in importance. This category will grow to 38 percent of total revenues.
Sales of laser in the Macro category level off to 47 percent of 2017 total revenues, with continued decreasing revenues in the CO2 segment and a shift into high single digit growth in the fiber laser segment with a more typical 8 percent projection. Solid-state laser (buoyed by UFP lasers) should return to the plus side with a 3 percent growth for 2017. An anticipated shift to high-power direct diodes will pump up the Other category.
David Belforte is Editor-in-Chief of Industrial Laser Solutions.
The 35th International Congress on Applications of Lasers & Electro-Optics (ICALEO®) took place at the Sheraton® San Diego Hotel and Marina this October, 2016. With a highly engaged group of attendees and a great mix of veterans in the field, students and new attendees, ICALEO met its goals of bridging the gap between academia and industry, highlighting new developments in laser technology, and providing a platform for global networking.
“This year’s ICALEO exceeded all expectations once again,” said Jim Naugle, Marketing Director of LIA. “The great location helped increase attendance from 2015. With 415 attendees from 20 different countries, with around 80 percent from academia and 20 percent from industry, you can see why this conference is so unique.”
Congress Technical Highlights Congress General Chair Silke Pflueger put together unquestionably the best plenary talks ever delivered at an ICALEO conference so far.
Nina Lanza from Los Alamos National Laboratory linked all humanity together in her opening plenary talk about the laser riding around in a vehicle on Mars. Since 2012, the laser in the ChemCam instrument aboard the Mars Science Lab ‘Curiosity’ rover has brought Laser-Induced Breakdown Spectroscopy (LIBS) analysis capabilities and chemical analysis data back to Earth. Along with a Remote Micro Imaging camera, the ChemCam data has provided good signs for habitability of the planet. With its small 350-500 µm spot size, it is able to measure features up to 7 meters away from the rover and ablates material to perform depth sampling by pulsing, revealing “big results” that smectite clays are present underneath the red rocks on the surface of Mars and that dust all over the planet is hydrated. It is also showing the presence of methane, indicating that Mars is not a dead planet; it is active and full of surprises.
Next, Jim McBride from Ford Motor Company talked about the challenges of sensing on fully autonomous vehicles. Ford is developing a fleet of vehicles where a driver has no responsibility of driving, with the goal of having commercially available fully autonomous vehicles in 2021 and cost affordable vehicles in 2026. He explained the three types of sensors used on autonomous vehicles: Radar, cameras and Light Detection and Ranging (LiDAR) scanners. He showed videos of the Ford Fusion Hybrid research vehicle driving completely autonomously on a recent successful 125 mile highway test through the Arizona/California desert using only the LiDAR scanners to image surroundings in a 360 degree view around the car at all times.
McBride showed how 95-99 percent of autonomous driving can be done with input from LiDAR scanners alone. Reading what he calls the pavement’s unique fingerprint: manhole covers, lane markings, tar strips, cracks and all details in a road, localizing the vehicle, the road, and obstacles, centering it within a few cm on the road, tracking obstacles and avoiding collisions is simple for LiDAR. Its data is overlaid on top of high definition 3D maps with road data that has the rules of the road, crosswalks, road signs and other important features, to make sure the road is traversable, using prior knowledge to identify what’s coming ahead and difficult topologies. It has its own light source and isn’t susceptible to shadows and the sun, unlike monocular cameras. And it is much better at tracking other vehicles than with Radar alone, which is noisy. Redundancy helps filter out echoes from challenges such as snow or heavy rain that may obscure the ground plane. With real-time planning without GPS, the laser scanners calculate where to go. But, there are some areas where it doesn’t suffice.
Sensor fusion helps in challenging situations: high closing velocities on two-lane highways when it’s hard to see objects coming, adverse weather and lighting, snow obscuring optics preventing the laser from making it to the ground plane, road debris, and human-negotiated arrangements like four-way stops and merge ramps. In merge scenarios with line of sight issues, sensing has to look in 360 degrees. When turning left or accelerating on a highway on ramp, thousands of possible trajectories are calculated, looking back in time for decision making. But, when fusing LiDAR scanners with other sensors, each still sees only part of the picture.
Albert Lazzarini, Deputy Director of LIGO Laboratory at California Institute of Technology presented the exciting new results about black holes made from the first gravitational waves detected by LIGO. The system involves an extremely stable laser injected into a complex cavity of a Fabry-Perot interferometer with ultra-pure super-polished suspended mirrors coated with forty quarter-wave layers to have reflectivity better than five 9’s. Servo-controlled ground isolations systems stabilize, attenuate and filter out ground motion with input from seismometers, so the laser light that makes about 140 bounces per second is sensitive enough to be considered a transducer for gravitational waves at the output of the interferometer.
All LIGO science data is publicly available on the center’s open website, and since it came online, a total of three events have been observed that are bringing new information – that black holes in binary systems exist. Two identical signals were seen simultaneously by systems in two locations in eastern Washington State and near Baton Rouge in Louisiana. After correcting for differences in orientation and background noise and removing the few-second offset between the locations, it was determined that the gravitational wave signal seen here on Earth corresponded to events that occurred 1.4 billion years ago between two black holes of 29 and 36 solar masses respectively. Signals show how they behave when they interact and provide an estimate of where the event was located in the universe.
Laser Materials Processing (LMP) Conference Technical Highlights The LMP Conference, chaired by Christoph Leyens from Fraunhofer IWS, brought together laser, manufacturing and materials science disciplines and presented talks on laser drilling, cladding, cutting, welding, additive manufacturing/3D printing and materials for lightweight construction.
A highlight of the lightweight construction talks was about carbon fiber reinforced plastics (CFRP), which are used in many industrial sectors. Sven Bluemel from Laser Zentrum in Germany presented information that will help optimize laser cutting processes in his talk Time Resolved Analysis of Nanosecond Pulsed Laser Processing of CFRP (LMP8-803). Bluemel synchronized a CMOS camera and strobe light with a fiber guided nanosecond pulsed laser to analyze the plasma plume during laser cutting of 3D CFRP parts with different processing parameters. Analysis of pictures of the cutting process and resulting plume showed how the plume varied with pulse energies and changed during processing so ablation thresholds and process boundaries could be set.
Ti6AL4V is the major industrial alloy used in aerospace, medical implants, automotive fuel nozzles and many other applications, and many talks and posters mentioned 3D printed devices using its power feedstock. Dirk Herzog from Hamburg University of Technology, Germany, spoke about how different powder feedstocks affect the quality of parts produced by laser melting or laser fusion in his talk Relationship between Powder Characteristics and Part Properties in Laser Beam Melting of Ti6AL4V and Implications on Quality (LAM1-705). His work characterized the three forms of Ti6AL4V powders IGA, PA and ICP, from several manufacturing sources by SEM, particle size distribution, chemical composition and flowability from five different methods that test static and dynamic states. He created laser beam melted parts and measured properties such as density, static strength, yield strength, ultimate tensile strength, elongation and Vickers hardness. He found that all three powders produced dense specimens and can be used, and he presented the differences between them and made recommendations.
Laser Microprocessing (LMF) Conference Technical Highlights “2016 was another great year for the Microprocessing Conference,” said LMF Conference Chair Michelle Stock, from mlstock consulting. “We heard about applications as diverse as wearable electronics and writing skin by 3D printing cells with ultrafast lasers. We gained more insight into how to improve processing speed and precision with new beam delivery and beam shaping techniques.”
A highlight in the smart and wearable gadget area was Alan Conneeley’s invited talk Laser Micromachining of Contactless RF Antenna Modules for Payment Cards and Wearable Objects (LMF5-M501) involving work at the National University of Ireland in Galway. Conneely presented several successful applications of laser ablation for next generation contactless payment cards and flexible wearable devices. Antennas were formed from copper laminated epoxy tape on plastic and flexible substrates as well as on copper PCBs. Laser processing allowed much smaller resolution antenna features to be designed and fabricated compared to chemically etching copper. New antenna designs using this process have a higher density of turns in a given area enabling contactless cards and payment systems to meet design goals for Europay, MasterCard and Visa (EMV) industry standards.
Two talks on how lasers interact with transparent materials were another conference highlight. Thomas Hermann from Photonik-Zentrum Kaiserlautern, Germany spoke about a new laser technique to modify the surface of bulk glass in his talk Selective Glass Surface Modification with Picosecond Laser Pulses for Spatially Resolved Gloss Reduction (LMF4-M402). Specular gloss, sheen and haze are important in devices such as automotive headlamps and mobile screens. His work investigated how the surfaces change with single, double and more than two pulses per location, pulse energy, line distance and the influence of substructures. He demonstrated that glass with dramatic gloss reduction by direct laser structuring still had high transmission, and the process uses no chemicals, no masking, is fast and flexible, and leaves sharper features on the surface compared to chemical etching.
In another transparent material talk, Geoffrey Lott from Electro Scientific Industries in Portland, Oregon, covered Enhanced Drilling of Transparent Materials with Ultrashort Laser Pulses (LMF4-M407) and found that using a water bath improved the taper while performing bottom-up percussion drilling of sapphire. In addition to optimizing the laser-only ablation process, the back side only water bath removed ablated material that was recast onto the sidewalls more efficiently than drilling without one, reducing the biggest process limitation, and allowing higher maximum drilling depths. The water bath’s enhanced debris removal through capillary action also removed the taper and any dependency on drilling speed, so the process was demonstrated on CT90 glass as well with similar excellent results.
With numerous talks on battery applications this year, one of the most well-attended talks was Joanna Helm’s from Fraunhofer ILT, Connecting Battery Cells by Aluminum Ribbon Bonding using Laser Micro Welding (LMF8-M802). She presented her work that integrated a laser welder with a conventional wire bonder complete with automated ribbon supply and integrated cutter for high speed, efficient bonding when connections to large numbers of battery cells are needed. She demonstrated initial results of connecting 6082 aluminum alloy ribbon with two welds on the two poles of a battery pack using an SPI 400 W fiber laser with different process variables such as weld depths, weld lines, overlap, laser power and pulling angle. Mechanically robust connections were made, and characterization and optimization for defect reduction is ongoing.
Many talks featured medical applications, and Togo Shinonaga’s invited talk from Okyama University, Japan, Control of Surface Profile in Periodic Nanostructures Produced with Ultrashort Pulsed Laser (LMF6-M601) showed how creating structures on the surface of a biomaterial with lasers may eventually be able to control cell spreading. He demonstrated that cells aligned to grooves that were cut with 100-1000 nm periods in titanium plates, and determined the optimal laser properties for creating favorable directions, aspect ratios and heights of the channel structures.
Nanomanufacturing Conference Technical Highlights The Nanomanufacturing Conference, chaired by Professor Yongfeng Lu from the University of Nebraska-Lincoln, had many talks on using lasers for nanoscale manufacturing, and had sessions on photovoltaics, advanced energy devices, battery materials and 2D materials.
Costas Grigoropoulos from the University of California Berkeley gave an invited talk, Laser-Assisted Processing of Layered Dichalcogenide Semiconductors (Nano1-N101) about their new laser-assisted doping process that allows high performance devices to be fabricated from ultra-thin films of 2D transition metal dichalcogenides (TMDCs). The laser-assisted Chemical Vapor Deposition process used multiple lasers at different wavelengths and standard dopant gases to dissociate gas molecules and create vacancies in the thin film to be doped. Thin film transistors were formed on a flexible polymeric substrate with single and bilayer flakes of MoS2 and single crystal WS2 and WSe2 materials as the active semiconductor channel. The successful doping process was selective and tunable, and device performance was reliable and stable for months.
Another invited talk addressed the topic of 3D IC fabrication, important as more microelectronic devices become smaller, lightweight and lower power. Koji Sugioka spoke about his research team’s work at the RIKEN Center for Advanced Photonics in Japan in his talk Tailored Femtosecound Bessel Beams for Fabrication of High aspect-ratio through Si Vias (Nano1-N102). To create small holes in 50 µm and 100 µm thick silicon that are taper free and almost taper free, the group used laser drilling in air with two different Binary Phase plates (BPP) that filter the bessel beam’s phase and reduce the amount of energy needed to fabricate TSVs. Compared to Gaussian-shaped beams and Bessel beams that used an Axicon lens alone, SEM images before and after cleaning confirmed the vias could be produced with superior profiles.
A well-attended talk from the Advanced Energy session on generating flexible printed “batteries” for the next generation of bendable, wearable and portable devices was given by Anming Hu: High Performance Hybrid Supercapacitors on Flexible Polyimide Sheets using Femtosecond Laser 3D Writing from the University of Tennessee Knoxville. He demonstrated writing 3D battery-style supercapacitor cells by laser radiating nanoparticles on Kapton insulator tape that produced porous carbonized structures that changed their conductivity from insulating to conducting. After charging to 3.7 V for 3 minutes, they powered 1 cm x 1 cm LEDs and retained 97 percent efficiency over 2000 cycles for more than a month, behaving similar to a coin-style battery.
Networking and Access to Industry Leaders ICALEO not only offers the industry’s most comprehensive technical content but also offers access to influential leaders at Fortune 500 companies across manufacturing industries in Automotive, Aerospace, Commercial Electronics, Communications, Medical Device, R&D and Semiconductors.
The Sunday Welcome Celebration, complete with music from the industry’s own Ron Schaeffer, Henrikki Pantsar and guest musician Matt Henry, and Monday night’s President’s Reception were well-attended opportunities to meet members of the LIA Executive Committee and Board of Directors, as well as connect with colleagues from around the world.
Dr. Kaushik Iyer, a first-time attendee from Johns Hopkins University Applied Physics Department, said the conference was the “perfect size, excellent content, global networking!” Mr. Christoph Mittelstädt from BIAS, Bremer Institut für angewandte Strahltechnik GmbH, said ICALEO is “one of the best technical conferences I attend all year!”
The Vendor Reception & Tabletop Display hosted a pavilion full of sponsors and vendors where Ken Dzurko, General Manager of SPI Lasers, said “LIA does a great job creating a comfortable, relaxed mood right for exchanging ideas at this one-of-a-kind event that’s really the world’s premier gathering of scientists interested in laser applications.”
Nikolas von Freyhold, Industrial Laser Product Manager from ICALEO sponsor JENOPTIK appreciates the fact that he can reach people who use lasers in both industry and academia at ICALEO. “This is a good place to spread the word about our application lab and interest in demonstrating what our newest femtosecond lasers can do,” he says.
Neil Ball, President of Directed Light, Inc. and newly-honored LIA Fellow, calls ICALEO “bar none, the best networking opportunity and the best opportunity to look forward and see what applications are on the horizon. As a laser professional and exhibitor, there is only one event on my calendar that is a must exhibit every year, and that would be ICALEO. Nowhere on the planet do you have the opportunity to network with the industries’ elite decisions makers.”
LIA Awards Highlights of the year mentioned at the LIA Annual Meeting and Awards Luncheon included launching the industry’s first web-based Laser Safety Hazard Analysis system – The EVALUATOR, many education and outreach activities, and reducing student membership rates by 50 percent.
Executive Director Peter Baker was honored as the first recipient of the new LIA Leadership Award, and he received a standing ovation after his look back over more than two decades at the LIA and entertaining talk about life and leadership lessons. Retiring next April, Baker publicized the job opening and encouraged people to apply for Executive Director of the LIA, saying “it is a great job and you couldn’t wish for better bosses. People crave a job that is meaningful, and at LIA we’re saving eyesight, preventing skin damage, and helping create laser technologies, products and services that make the world a better place.”
During the luncheon, the Arthur L. Schawlow Award was presented to Prof. Yongfeng Lu. This is LIA’s highest achievement award, created to honor individuals who have made outstanding contributions in laser applications. Named after the Nobel Laureate and founder of LIA, it has been presented since 1982. The 2016 winner, Yongfeng Lu, an LIA Board Member, Past President, Treasurer, Fellow, Lott Distinguished Professor of Engineering at the University of Nebraska-Lincoln, with hundreds of published papers, research projects and products, presented the Honored Speaker Address, A Small World With Lasers. He took the audience on a journey through the past to witness his 25 years of laser processing and material characterization experience, and to all the countries where his work occurred, summarizing each with a single phrase.
LIA also honored Silke Pflueger and Neil Ball, elevating them to the highest level of membership as LIA Fellows.
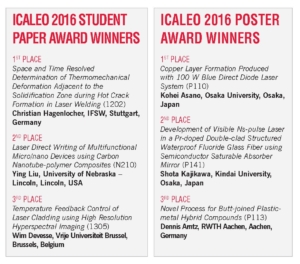
By a unanimous decision, the first place ICALEO Poster Award went to Kohei Asano and his colleagues from Osaka University, the Industrial Research Institute of Ishikawa, and Yamazaki Mazak Corporation in Japan for their poster Copper Layer Formation Produced with 100 W Blue Direct Diode Laser System (P110).
The First Place Student Paper Award winner was Christian Hagenlocher from IFSW in Stuttgart, Germany, for his paper Space and Time Resolved Determination of Thermomechanical Deformation Adjacent to the Solidification Zone during Hot Crack Formation in Laser Welding (1202).
The closing plenary session highlighted lasers used in emerging areas with talks on paint stripping, the dairy industry, and a report from Magnus Bengtsson from Coherent, Inc. about the latest trends in the major electronics component market segments.
ICALEO 2016 proceedings are now available for sale online at www.lia.org/store. Visit www.icaleo.org for more information on ICAELO 2017, which will be held Oct. 22-26 in Atlanta, GA.
Debbie Sniderman is CEO of VI Ventures, an engineering consulting company.