





FOR IMMEDIATE RELEASE Orlando, FL — August 18, 2025 — The Laser Institute (LIA) is proud to announce the distinguished recipients of its 2025 Arthur L. Schawlow and William M. Steen awards as well as the induction of a new LIA Fellow, as formally resolved by unanimous vote of the LIA Board of Trustees. These […]
Uncategorized
Laser Institute Announces Newly Elected Trustees for 2025-2027 Term
FOR IMMEDIATE RELEASE Orlando, FL – November 7, 2024 – The Laser Institute (LIA), a global leader in laser safety, training, and industry advancement, is proud to announce the election of three new Trustees to its Board. Dr. Aiko Narazaki, Prof. Antti Salminen, and David Bothner will each serve a three-year term from January 1, […]
Dr. Koji Sugioka Honored with LIA’s 2024 Arthur L. Schawlow Award for Laser Science and Engineering
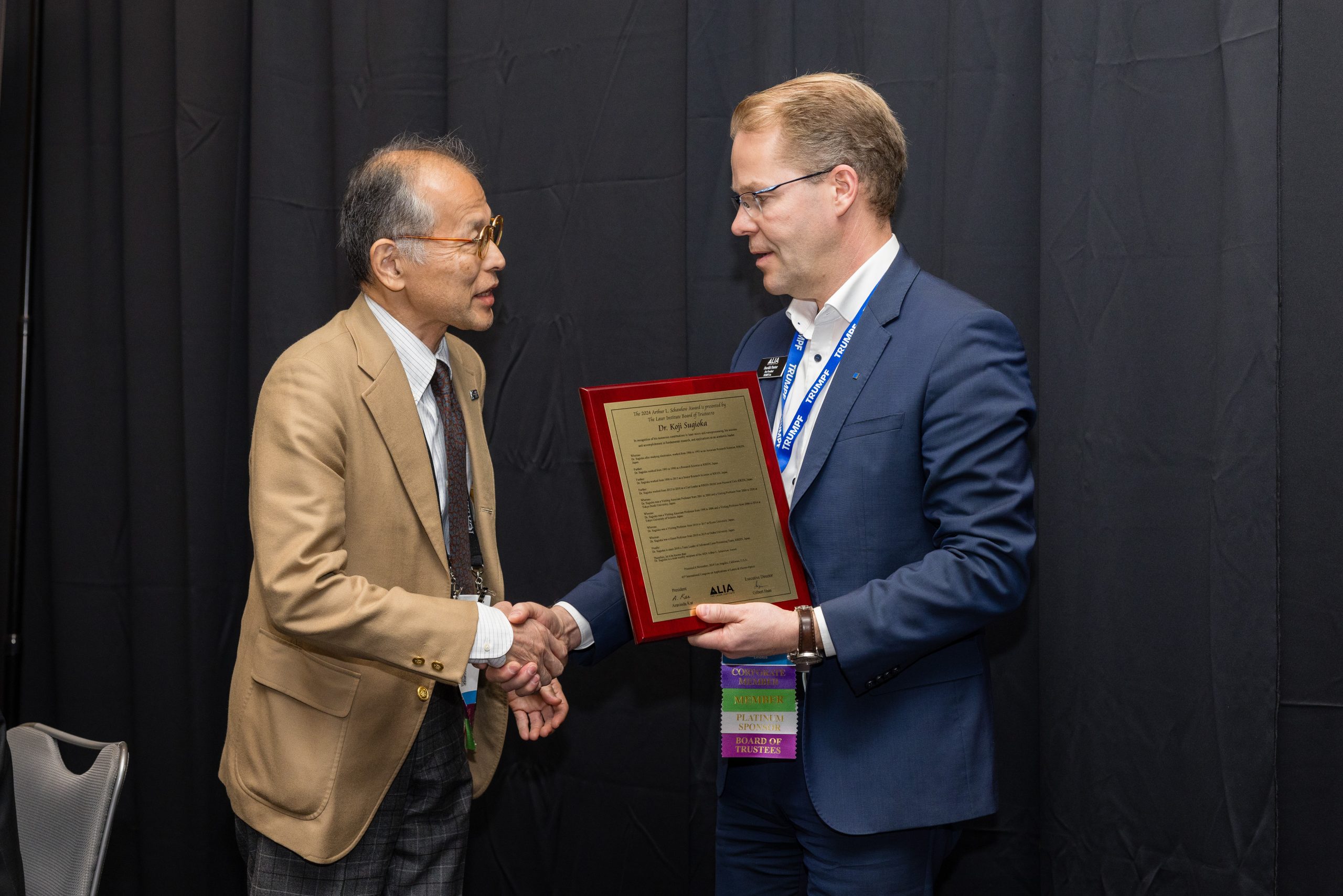
FOR IMMEDIATE RELEASE Orlando, FL – October 19, 2024 – The Laser Institute (LIA) is pleased to announce that Dr. Koji Sugioka has been named the 2024 recipient of the prestigious Arthur L. Schawlow Award in Laser Science and Engineering. This honor was conferred at LIA’s Award Ceremony held during the International Congress on Applications […]
The Laser Institute Highlights Importance of Laser Safety Following FDA Import Alert
Orlando, FL – May 29, 2024 – The Laser Institute of America (LIA), the authoritative voice in laser safety and applications, announces a critical update from the Federal Food and Drug Administration (FDA) regarding Import Alert 95-05. This alert, titled “Detention Without Physical Examination of Electronic Products that Fail to Comply with Performance Standards or […]
Dr. Peter Leibinger Named LIA’s 2023 Schawlow Winner

FOR IMMEDIATE RELEASE Orlando, FL – October 31, 2023 – The Laser Institute (LIA) is thrilled to announce the recipient of the prestigious Arthur L. Schawlow Award for 2023. This year, the award goes to the esteemed Dr.-Ing. E. h. Peter Leibinger for his outstanding contributions in laser technology, his commercial success, and his accomplishments […]