The Laser Institute of America LasersToday.com Weekly Wrap-Up aggregates industry news, conference updates, and LIA happenings. Here is the latest:
Laser Industry News
This week, Lasers Today featured a guest blog discussing additive manufacturing using hot wire and powder processes. The post gives an in-depth overview of laser cladding, powder cladding, hot & cold wire cladding, including processes and tools used for each. Find it here.
After performing a few updates, the Laser Interferometer Gravitational-wave Observatory (LIGO) is back online. Over the last year, updates on LIGO’s lasers, electronics, and other assets have increased its sensitivity by 10 to 25 percent. Check out the interview with Peter Fritschel, the associate director of LIGO at MIT here.
Following the passage of the 21st Century Cures act, the National Photonics Initiative applauds House leaders for their decision. The bill provides $4.8 billion for advanced research on medicine initiatives. The involvement of optics and photonics in health care technology leads to less invasive, more cost-effective treatment for patients. Learn more about the bill here.
LIA Updates
Peter Baker is the first ever recipient of the LIA Leadership Award. This award focuses on “an individual who has demonstrated outstanding leadership in an organization or a company and has significantly benefited the world laser community. The recipient may have also led to major global impacts in the advancement of laser science, technology, engineering, education or applications.”Baker has lead LIA for 28 years, playing an immeasurable part in LIA’s impact on the laser community. Read the full press release here.
Did you know that Student Membership with LIA is only $25? LIA members enjoy complimentary subscriptions to LIA publications, discounts on LIA courses, conferences, & seminars, networking opportunities, and more! Get the details here.
Conference News
Laser Additive Manufacturing Workshop (LAM) will take place February 21-22, 2017 in Houston, Texas. LAM features presentations from researchers and industry leaders pertaining to the use of additive manufacturing. This year will feature a new session on micro/nano laser additive manufacturing research. Register today here.
Don’t miss a single laser industry update! Sign up today to receive the latest in lasers delivered straight to your inbox. Be sure to follow LIA on Facebook and Twitter for even more laser news.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Find us at www.lia.org
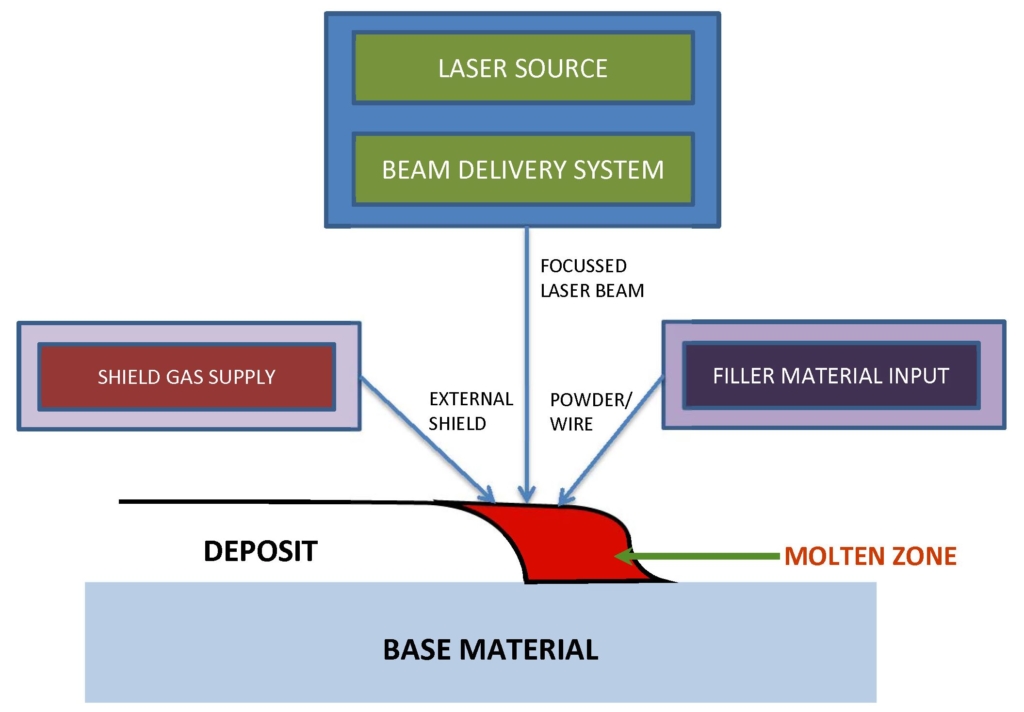
Laser Cladding Overview Laser Cladding is the additive manufacturing process of depositing material by which a filler material, either in powder or wire form, is melted using energy from a laser beam in order to overlay a portion of a base material or build a near-net shape part.
Even though laser cladding includes net shaping, it is mostly used for corrosion/erosion resistant overlays and high value part repair. Industries like aerospace, oil and gas, power generation, mining and so on have a lot of high value parts that are very expensive to replace when damaged. Many of these damaged parts can be brought back to ‘as-new’ condition with the help of laser cladding.
Some of the conventional processes that have been used for these applications are Gas Metal Arc Welding (GMAW) and Thermal Spraying. Both of these processes have their own advantages for certain applications, but in the case of overlay and part repair they have a number of limitations. In the case of GMAW a puddle is created with the help of an electric arc on the surface of the base material, thereby generating considerable heat. This in turn causes mixing between the base material and the filler material. This mixing results in very high dilution rates. To improve chemistry, very thick deposits have to be applied. In the case of Thermal Spraying, molten filler material is sprayed onto a surface at high velocities. The biggest problem with this process is that it only provides a mechanical bond and that is not as strong as a metallurgical bond.
Most of these misgivings are overcome when laser cladding is used. Two of its most important characteristics are low heat input and formation of a good metallurgical bond. These two features play a vital role in improving key clad properties like better wear resistance, low distortion, less dilution, smaller heat affected zone, better corrosion resistance, higher solidification rates, reduced porosity and cracking.
As a result of low heat input, dilution rates <5 percent can be attained at clad thicknesses as low as 0.045 inches. This in turn leads to a reduction in filler material usage compared to the conventional overlay methods. A good metallurgical bond leads to extended part life times.
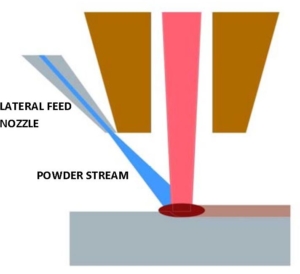
Laser Cladding Process In the laser cladding process, the laser beam is channeled from the source to the process with the help of a beam delivery system which includes the laser fiber, connectors, collimator, focus lens, beam benders and other accessories. The filler material is delivered to the process in different ways depending on the type of filler material used. The laser beam then melts the filler material and fuses it with the base material. An external inert shield gas supply forms an envelope around the puddle, reducing clad oxidation. The use of the external shield depends on the type of clad material and the kind of feed nozzle used. For a lot of materials, the shield gas from the filler material input is sufficient to prevent surface oxidation.
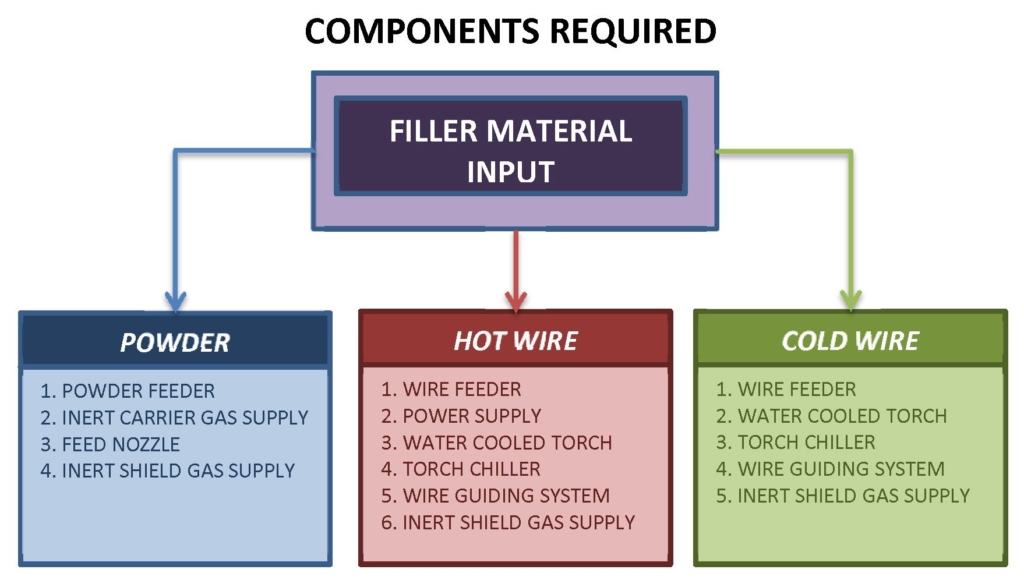
Based on the type of filler material used, laser cladding is divided into three categories:
Powder Cladding
Hot Wire Cladding
Cold Wire Cladding
Cold Wire Cladding has many advantages compared to powder cladding and these benefits are further enhanced by Hot Wire Cladding. Since cold wire and hot wire processes use very similar components, Cold Wire Cladding will not be covered in this article.
Source: Alabama Laser
Powder Cladding Powder from the feeder can be fed in a variety of ways. The most common method is the one in which the powder is stored in a hopper. Gravity brings it to a slot in a rotating disc. The powder is then transported by a carrier gas (some type of inert gas like Helium or Argon) to the feed nozzle at the process using the absorption principle. The type of feed nozzle used is based on the nature of the application. The two major classifications are:
On-Axis Nozzles
Off-Axis Nozzles
On-Axis Nozzles These types of nozzles are attached to the end of the laser beam delivery system and have an opening in the middle for the laser beam.
On-axis nozzles are further divided into:
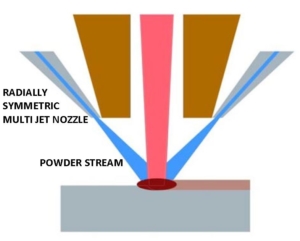
Radial Multi-Jet Nozzle
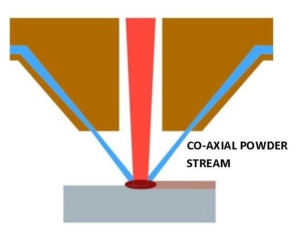
Co-Axial Nozzle
Radial Multi-Jet Nozzle This nozzle usually consists of 3 powder feed jets located radially around the hole for the laser beam. The powder from the jet is forced out at a particular angle, so all 3 streams are concentrated at the laser beam focus. It is mainly used for overlay/repair of 2D and 3D parts. The carrier gas forces the powder particles out at very high velocities making it possible for this nozzle to be used for out of position cladding.
Co-Axial Nozzle This nozzle is very similar to the radial multi-jet nozzle except that the powder particles are fed co-axially. Powders with very fine particle sizes are usually used with this nozzle. They are mostly used for parts with intricate geometries. These nozzles provide low deposition rates.
Off-Axis Nozzle An off-axis nozzle with a lateral feed is the most commonly used nozzle for outside diameter overlay of cylindrical parts. They are also used in places where it is difficult to use an on-axis nozzle like a groove or the inside diameter of a tube. These nozzles are independent of the laser beam delivery system. Whenever these nozzles are used, an optional shield gas supply is used. These nozzles provide comparatively high deposition rates.
Many materials are available in powder form. It is easier to create multi directional clad paths using the radial multi-jet and the co-axial nozzles. This in turn makes this process better suited for 3-dimensional build up. The radial multi-jet nozzle makes this process very compatible with out of position clads. The biggest disadvantage with powder is the wastage of filler material. Even at the highest efficiencies, not all of the powder coming out of the nozzle actually gets deposited on the base material. Part of it gets wasted and cannot be reused.
Source: Alabama Laser
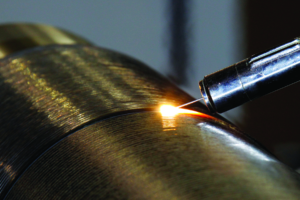
Hot Wire Cladding A wire feeder feeds the wire from a spool to the off axis torch at the process through a wire guiding system. The torch is water cooled using a torch chiller. This cooling prevents the components inside the torch from overheating during the cladding process. As it travels through these components, the wire is heated to a temperature just below melting point using electrical resistance with the help of a power supply. The size of wire to be used is decided based on the clad thickness required. Different types of cladding techniques like the single bead technique or the weaving technique are used depending on the type of part contour.
Since the wire is already preheated, the power required from the laser at the process is considerably reduced. This feature provides a variety of advantages including further reduction in heat input, distortion and dilution compared to powder and cold wire. The biggest advantage of wire over powder is the complete utilization of filler material. All the wire that comes out of the torch gets deposited on the base material. The disadvantage with hot wire cladding is that it is challenging to use this process with nozzles other than an off axis nozzle. This makes it difficult for this method to be used for complex shapes. Even though this process can be used for out of position clads, there are additional challenges.
In conclusion, these two processes are used to serve different needs. Hot wire laser cladding is used to clad/repair the internal and external diameters of cylindrical parts (like tubes, pipes and shafts) and other parts with simple contours.
Powder cladding is used in places where it is difficult to utilize hot wire cladding, like parts with complex geometries and in cases where the filler material is only available in powder form.
Ashwin Prasad Prabhakaran is a Manufacturing Engineer with Alabama Laser.
Could adding antibacterial agents to the additive manufacturing process lead to safer medical implants?
Direct Metal Sintering is used to create titanium implants for dental and orthopedic use. 3D modeling allows manufacturers to determine the porosity and surface roughness of the implant for medical use. Titanium and titanium alloys are preferred in the medical field due to their biocompatibility and other properties that cause minimal disruptions within the body.
However, the rough surfaces can often lead to breeding grounds for bacteria, and by extension, biofilm in the implants. This can lead to infection or unwanted cell adhesion. These infections can cause implants to come loose or even detach. While measures are taken to prevent these infections, bacteria is still commonly present within an implant. Over time, bacterial colonization leads to the creation of a biofilm, which makes it more difficult to fight and remove the bacteria from within the implant.
To combat this, researchers determined that preventing the spread of bacteria would have to come from within the implant, or rather, with antibacterial coatings on the surface of the implant. This poses a unique challenge, as antibacterial agents used would have to be both compatible with the titanium and titanium alloys, and nontoxic to the patient receiving the implant. Utilizing a novel phase-transited lysosome, with a variable thickness, combined with three layers of negatively charged hyaluronic acid and positively charged chitosan, researchers believed they could prevent the formation of the biofilms by including these within the direct metal sintering process.
The results show that the method (phase transited lysosome-functionalized Direct Metal Laser Sintering Titanium, or PTL-DMLS-Ti) can help prevent the early onset of bacterial presence in the implant, while still retaining its function and compatibility with the body. The findings are expected to gain interest within the medical field, with potential for additional applications in the future. Check out the full report here, for more information.
Interested in learning more about direct metal sintering and other additive manufacturing practices? Be sure to register for LAM, taking place February 21-22, in Houston, Texas. Don’t miss a single laser industry update, visit Lasers Todayand sign up to receive the latest in lasers delivered directly to your inbox.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide.
Selective Laser Melting is an increasingly important segment of additive manufacturing.
Considered by many to be the first major manufacturing revolution of the 21st Century, additive manufacturing continues to disrupt tradition and introduces new ways to shape our world. The following are a few of this year’s biggest innovators in the realm of selective laser melting:
IPG Photonics
Recently ranked on Forbes Fast Tech Top 25, IPG Photonics is making waves with their High Power CW Fiber Lasers for Selective Laser Melting and Laser Metal Deposition applications.
LPW focuses their research and development efforts around advancing the metal 3D Printing industry. Hi-StA-Part Clean Sky is just one of the many additive manufacturing projects LPW Technology is actively participating in.
Courtesy: SPI Lasers
SPI Lasers
SPI Lasers is one of the leading manufacturers of fiber lasers. They’ve also contributed to the rise of selective laser melting. The redPOWER CW Fiber Laser is used to build “complex titanium implants and components” in a matter of hours.
Fractionalizing the wait time expected in traditional manufacturing, their systems have a lower operating cost and work virtually any sort of metal. Plus, SPI Lasers does an excellent job of outlining additive manufacturing practices and applications to educate curious minds. Between education and application, SPI Lasers is setting a standard of innovation in not only selective laser melting, but in additive manufacturing overall.
Interested in learning more about these exciting innovations in selective laser melting? Be sure to register today for the Laser Additive Manufacturing Workshop (LAM®) taking place February 21-22, in Houston, Texas. To learn more about LPW Technology, IPG Photonics, and SPI Lasers, visit them along with other LAM Sponsors & Vendors at LAM 2017.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Visit us at www.lia.org for more information.
Last year, GE reinvented itself as the world’s foremost Digital Industrial Company. Its primary mission? To merge the world of open-source, industrial design with proven manufacturing technology.
With the help of lasers and 3D printing, GE is helping define the future of global commerce and product innovation. Here are a few ways they’re putting additive manufacturing imagination to work:
Center for Additive Technology Advancement:In early 2016, GE opened a 125,000-square foot Center for Additive Technology Advancement near Pittsburgh, PA. Here, GE engineers experiment with new ways to print industrial components through high-powered lasers.
Stake in Concept Laser GmbH: Concept Laser is a leading global supplier of additive manufacturing equipment. Recently, they reached an agreement to acquire a 75 percent stake in Concept Laser GmbH for $599 million. The agreement allows for GE to take full ownership in the long-term.
3D Printing Heats A City: A large power plant in Berlin, Germany, runs through GE Power Services’ gas turbine e-fleet. The Berlin Mitte plant heats the entire metropolitan area using 3D printed first-stage heat shields and first-stage vanes inside a single GE natural gas turbine. These vanes and heat shields help the turbine run more efficiently and burn less gas, and saves Berlin over $3 million each year.
As 3D printing is often envisioned as small, complex, or even invariable components, these technologies prove 3D printing makes a difference on a large scale. With the power of additive manufacturing, engineers can increase the capabilities of modern industrial design through lasers. It can also create much more complex pathways than through traditional metal casting.
GE will continue to invest in 3D printing, pledging to build a $1 billion 3D printing business by 2020. With no end to the momentum in sight, the Lasers Today staff is closely watching GE’s latest trends.
A representative from GE will speak at Laser Institute of America’s 2017 Lasers for Additive Manufacturing (LAM®) Workshop, February 21-22, 2017 in Houston, TX. LAM is the perfect way to stay on top of the additive manufacturing action, including when, where, and how to use laser additive manufacturing. To learn more about LAM and to register, click here.