TRUMPF to introduce new solution for entry level automated laser welding
FARMINGTON, Conn., September 12, 2022 – At FABTECH 2022, booth B6309, TRUMPF will unveil a new solution to help sheet metal fabricators get started in automated laser welding. Fabricators no longer must choose between costly and time-consuming manual welding or large, automated systems that are expensive and complicated to operate. Enter the TruLaser Weld 1000, an entry level solution from TRUMPF which offers smaller companies the benefits of automated laser welding, boosting the productivity of their production processes to provide a real
competitive edge. The new system is particularly suitable for job shops that weld products such as electrical cabinets, sheet metal boxes and covers.
Simple to program
The TruLaser Weld 1000 makes programming quick and easy. Unlike most commercial systems that require several days of training, the information needed to run the TruLaser Weld 1000 can be obtained through e-learning. The system incorporates a robot whose operation is based on the concept of a collaborative robot, or cobot. However, its six-axis articulated arm enables it to move much faster and more precisely than a standard cobot, resulting in higher-quality weld seams and less non-productive time. The operator manually guides the robot over the seams on the part to be welded and presses a button to mark the relevant waypoints. Then, the software creates the weld program. “Depending on the part, this style of programming – where you simply guide the robot along the seam – takes a matter of minutes. So, it’s also a good choice for
small-batch production,” says Masoud Harooni, head of the welding technology product group at the TRUMPF Inc. Smart Factory. With a compact format and dimensions of 17 by 7 by 9 feet, the system fits most manufacturing facilities and can typically be installed and commissioned within a single day.
Double the work area at the touch of a button
Efficiency is a key advantage of the TruLaser Weld 1000. The work area is divided into two sections with a partition. While the robot welds a part on one side of the partition, the operator can load and unload on the other. Once the welding process is finished, the robot automatically switches to the other side along a linear axis and starts work on the next part. This design saves time and boosts productivity. If the operator wants to weld larger parts, the partition can be raised automatically to provide a work area that is double the size. To maximize safety, TRUMPF
developers installed a wall behind the robot to ensure that no laser light can escape during welding. This keeps employees safe when they are working right next to the robot.
High-quality welding of thin sheets
TRUMPF uses a 3kW solid-state laser as the system’s beam source. The high-power laser energy rapidly penetrates the sheet when and where it is needed, making it easier to weld thinner sheets without distortion. In most cases, no post-processing is required, so companies can save time and cut costs. The TRUMPF laser system is also a great choice for processing thicker sheets.
TruLaser Weld 1000
A new entry level solution from TRUMPF, the TruLaser Weld 1000 offers smaller companies the benefits of automated laser welding. The TruLaser Weld 1000 creates a competitive edge by boosting productivity and is particularly well-suited for job shops that weld products such as electrical cabinets, sheet metal boxes and covers.
About TRUMPF
TRUMPF is a high-tech company offering manufacturing solutions in the fields of machine tools and laser technology. The company drives digital connectivity in the manufacturing through consulting, platform products and software. TRUMPF is a technology and market leader in highly versatile machine tools for sheet metal processing and in the field of industrial lasers. In 2020/21, the company employed 15,000 people and generated sales of about $4.2 billion. With over 80 subsidiaries, the TRUMPF Group is represented in nearly every European country as well as in North America, South America and Asia. The company has production facilities in Germany, France, the United Kingdom, Italy, Austria, Switzerland, Poland, the Czech Republic, the United States, Mexico and China. Find out more about TRUMPF at www.trumpf.com
FARMINGTON, Conn., January 21, 2022 – In booth 327 at Photonics West 2022, TRUMPF Inc. will showcase its TruMicro 2000 Series, TruMicro 6000 Series, TruFiber P Compact, and TruMark Station 7000 laser marking station with a TruMark 6030 laser marking system and VisionLine 3 feature recognition capability. TRUMPF will also display two Tool Bars highlighting its wide range of laser technology offerings and VCSEL laser diode technologies as part of its exhibit at the Moscone Center in San Francisco, California.
New Glass Processing Optics for TruMicro Lasers
The TruMicro 2000 series laser is equipped with two of the latest innovations in optics for beam formation when cutting and welding glass: TOP Cleave and TOP Weld. TOP Cleave optics enable quick laser cutting of glass parts with excellent edge quality and nearly eliminates necessary post processing. TOP Weld makes it possible to weld glass with a top layer as thick as 8mm and also weld both glass to glass and glass to metal. TOP Weld can create a tight, hermetic seal to keep liquids and gases in or out. Both optics work with the fiber-based ultrashort pulse lasers in the TruMicro Series 2000, distinguished by its compact and light design. TruMicro Series 2000 solid-state lasers are tailored for precision micro-processing with an optimal combination of quality, productivity, and profitability.
The TruMicro 6330 ultrafast industrial laser also cuts glass and can separate flexible printed circuit boards. Designed for batch production in consumer electronics and other industries, the TruMicro 6330 is ideally suited for high-speed scanning applications such as cutting polymer stacks and processing OLED displays. Notable for strong performance, stability and quality, the ultrashort pulse lasers of the TruMicro Series 6000 generate laser pulses that can be linearly amplified to very high pulse energies.
TruFiber 200 P Compact
One of TRUMPF’s compact, fiber-based solid-state lasers, the TruFiber 200 P Compact will also be shown. This robust fiber laser resonator has a compact footprint, long service life, and patented technology that protects the laser from the damaging effects of back-reflected light, enabling it to process materials, such as copper, brass or gold, easily and productively. TruFiber P Compact lasers are suitable for a variety of applications including additive manufacturing and precision laser cutting and welding.
Laser Marking Station with TruMark 6030 and VisionLine 3
At the show, TRUMPF will be demonstrating a TruMark Station 7000 laser marking station featuring a TruMark 6030 laser marking system and VisionLine 3 feature recognition capability. The TruMark 6030 is a high-performance marking laser with 3D functionality. The laser’s outstanding beam quality and high power densities ensure clean material removal and high-contrast markings. The TruMark 6030 can be integrated quickly and easily into production systems and can reduce process time by up to 25 percent through its available high average power and pulse energy at the workpiece. The VisionLine 3 camera-based image processing product creates an additional level of safety during processing. VisionLine 3 automatically detects component positions before welding and aligns each job accordingly.
Also on Display: VCSEL and Other Laser Technology
The booth will also showcase TRUMPF’s wide range of other laser technology offerings, including the VCSEL laser diode technologies of TRUMPF Photonic Components. TRUMPF Photonic Components is a global technology leader supplying state-of-the-art VCSEL and photodiode solutions for the consumer electronics, datacom, industrial sensing and heating markets. Experts anticipate this growing market will drive the future of mobile electronics, autonomous driving, optical data communication, and quantum technology.
TRUMPF will be located at booth 327 in the Moscone Center in San Francisco, California. Press kits will be available at the booth.
About TRUMPF
TRUMPF is a high-tech company offering manufacturing solutions in the fields of machine tools and laser technology. The Company drives digital connectivity in the manufacturing through consulting, platform products and software. TRUMPF is a technology and market leader in highly versatile machine tools for sheet metal processing and in the field of industrial lasers. In 2020/21, the company employed 15,000 people and generated sales of about 3.5 billion euros. With over 80 subsidiaries, the TRUMPF Group is represented in nearly every European country as well as in North America, South America and Asia. The company has production facilities in Germany, France, the United Kingdom, Italy, Austria, Switzerland, Poland, the Czech Republic, the United States, Mexico and China.
The Future of Interaction & the Laser Processing Challenges that Stand in the Way
by William S. Land, II, Business Development Manager for Aerotech
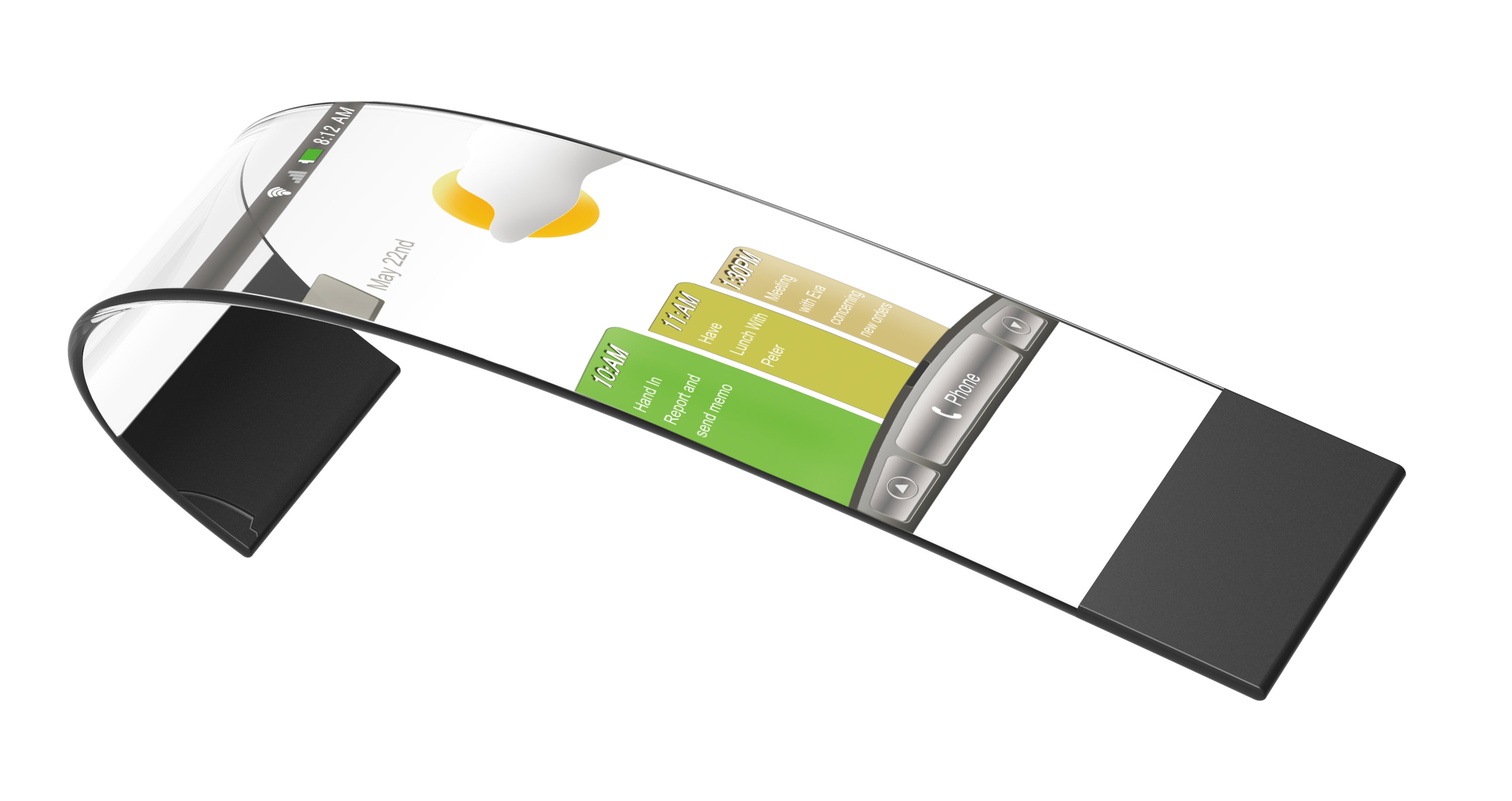
As everyone who is interested in display technology is aware, the switch over from LCD technology to OLED displays has begun in the handheld electronics market. However, with technology change and consumer benefit come challenges in manufacturing. As with all production processes, OLED display manufacturers are concerned with yield and production rate. Demand is surging, and the end markets OLED displays supply are time sensitive and high pressure. Some of the major manufacturing challenges related to OLED display fabrication stem from the need for individual component displays to be cut out by a laser. These challenges all come down to three things: displays are getting bigger, they need to be cut very fast because they are too expensive, and most importantly, the materials used to make them are extremely sensitive to process parameters and difficult to cut with quality.
Firstly, handheld electronic displays are trending larger. This poses a major problem for the laser processing of LED based displays. The cutting of individual component displays relies on galvanometer-based laser scanners to achieve economically viable throughput rates. However, there are serious limitations that prevent the manufacture of displays much larger than 100 mm in length by scanner alone. It turns out that OLED display polymers, as mentioned, are very sensitive to laser parameter variations. Therefore, they require specific laser spot sizes to produce high quality cuts. Since laser spot size is directly tied to available working area in galvo scanner systems, this poses a major issue to OLED manufacturers. Manufacturers need the speed of a galvo, but are limited in the field size they can achieve due to laser spot size. Market demand for LED-based displays began in the wearable device market where the constraint on laser scanner working area was less of a hindrance due to smaller device sizes. With mobile and tablet displays trending larger, and adjacent markets such as the automotive industry asking for larger displays, manufacturers are finding ways to maintain the throughput of a scanner-based system while achieving larger working areas.
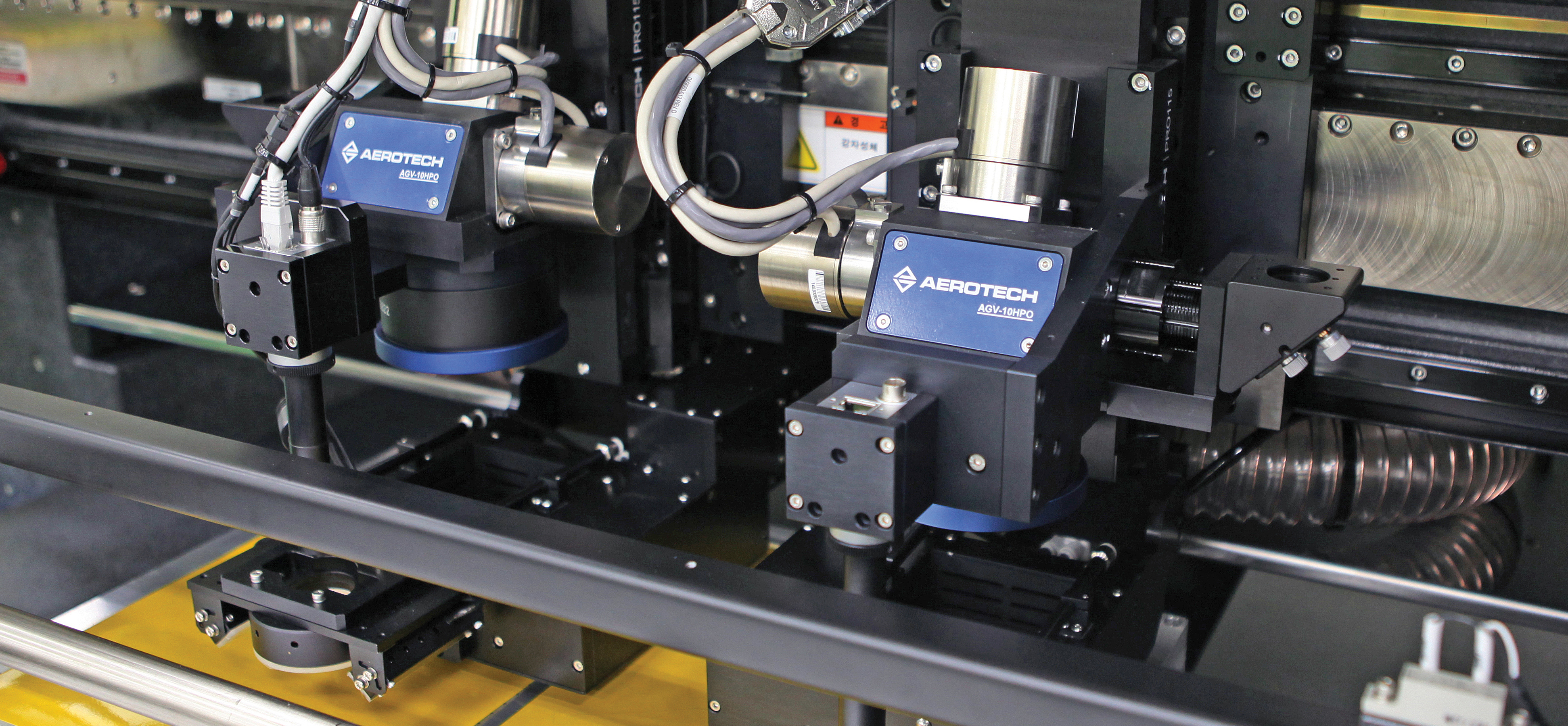
Image: Multi-scanner system utilizing the IFOV A3200 controller feature to make complex, large-scale, high-dynamic laser processing between multiple axes easy to the user.
The primary way OLED display manufacturers are extending the working area of their laser cutting systems is by combining scanner motion with the simultaneous motion of a larger subsystem. Only a few modern motion controllers allow for this type of synchronization between scanner and servo stage motion in the performance of a single laser path. Manufacturers are using this, what I call a cascaded motion process, to achieve the required scanner-level dynamic performance and speed over a much larger travel range. The cascaded motion eliminates the dependency of scanner field-of-view and laser spot size. This allows process engineers to select the optics best suited to achieve high-quality material processing, independent of the component size the machine will process. Without a combined-motion laser delivery system, it is difficult for display manufacturers to achieve the levels of throughput and yield rates that are required to remain economically viable. As such, this type of synchronized motion is seen as a key enabler moving forward while manufacturers begin to tackle the production of more exotic displays.
An added benefit of controlling the scanner and servo stages from a unified software and hardware platform is the ability to mitigate servo stage dynamic error. Performing the cascaded motion in a single integrated control algorithm allows the scanner to compensate for servo stage tracking errors in real-time. In this manner, LED display manufacturers suffer little to no accuracy penalty over a pure scanner system. This is critical to the process, because maintaining accuracy while processing as fast as possible is another major challenge to cutting component OLED displays with a laser.
The cutting of LED display component assemblies demands high levels of laser spot tracking accuracy through complex geometries. In order to bring cost down as much as possible, individual displays are being laser cut at speeds upwards of 2-5 m/s while maintaining <2-3 µm of peak dynamic accuracy. This level of dynamic accuracy is demanded by the many connections and fine features at the edges of the displays that connect them to the display electronics. Hitting these accuracy tolerances at the required throughput rates is a very difficult motion control task, and added dynamic error from the larger servo stages would eat into the already thin error margins if they were not accounted for through an integrated controls approach to the cascaded motion. Even with the integrated cascaded motion, nearly every modern controls technique must be employed to successfully achieve these specifications. This ties into the most difficult challenge with regard to the laser cutting of OLED displays – the sensitivity of the complex material stacks used to make them.
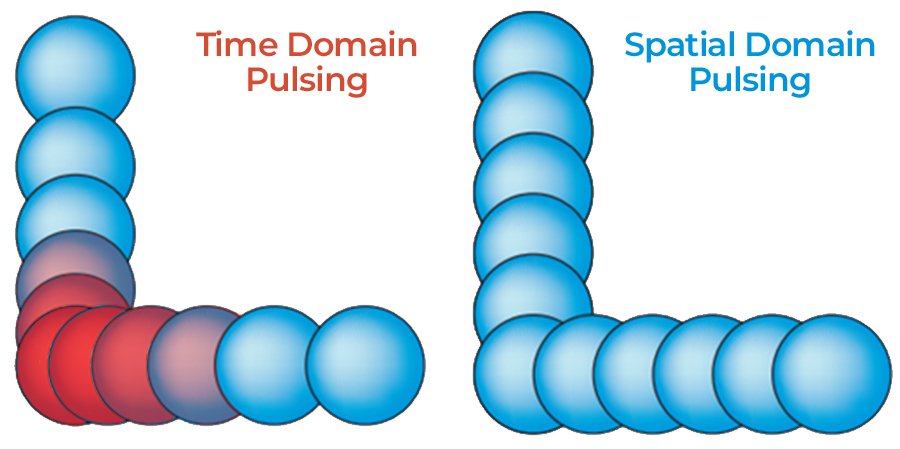
Traditional laser control techniques are based in the temporal domain. Most pulsed and short pulsed lasers, popular in display manufacturing, are fired at a fixed frequency. As a result, the acceleration that’s required to maintain dynamic accuracy during complex profile segments causes variations in the average fluency and power density delivered to the part. As the laser spot travels through a cornering move where it must slow, laser pulses bunch together causing overheating and poor cut qualities of the display polymers (Figure 1). This is untenable for yield; control over the average path fluency must be maintained with these polymers. The only acceptable option left with traditional temporal laser control is to maintain constant velocity through the entire motion path. Since the maximum velocity has to be constrained to achieve the required dynamic accuracy through the highest dynamic move, throughput is reduced during less dynamic moves. This too is untenable but for throughput. For these reasons, some display manufacturers are moving to controllers that offer the ability to control lasers in unique ways.
Figure 1: An example of temporal versus spatial domain laser control.
One approach to mitigating laser parameter variations caused by acceleration is performing spatial domain pulsing. Spatial-based laser controls enable the user to command pulses as a function of distance traveled by the laser spot rather than elapsed time. By integrating the motion system’s feedback into the laser pulse generator, modern controllers are able to modulate the pulse frequency as a function of the laser spot’s velocity. This maintains constant pulse spacing and therefore average fluency to the part. Through this functionality, a complete suite of trajectory planning and complex motion controls can be applied to the motion system without compromising the quality and yield of cutting operations. This allows for maximum cutting throughput while maintaining stringent accuracy requirements at the high yield rates required by display industry economics.
Other spatial domain laser controls that further empower the user to control energy delivery exist and are frequently used in the cutting of sensitive materials such as LED display components. One example is the ability to modulate average laser power, or pulse energy in the case of pulsed lasers, as a function of position within the optical field of scanner systems. Regulating pulse energy as a function of position can be used to correct for predictable variations in fluency that result from laser spot distortions attributable to the optics. These optical influences are theoretically modeled and can be effectively mitigated by varying pulse energy as the spot diameter increases and decreases during scanner travel. Likewise, integrated knowledge of the entire motion system’s feedback allows for the pulse energy or average laser power to be varied as a function of the tool-on-part velocity of the laser spot. Through modern laser control features such as these, further implicit control over the fluency and power density imparted to the cut path is afforded to the user. The advantages these laser controls offer, however, is largely predicated on a singular control architecture where all feedback signals can be interrogated and combined within the controller. A unified control architecture is particularly key when using such laser controls with combined motion systems such as the cascaded motion approach critical to OLED manufacturing as described above.
As many of the laser control techniques have only newly been introduced to the space of ultra-short pulse lasers, close relationships between motion suppliers and laser source suppliers are being forged to better empower display manufacturers. These relationships are necessary to deliver the most capable combined laser and motion processing system possible to display manufacturers. As the industry progresses into adjacent and more complicated product markets, such as the automotive industry, the continued development of enabling and novel control capabilities between laser and motion will certainly be required. As an example, it is likely that cascaded, coordinated motion and spatial domain triggering will be required in full 3D space to process and cut displays of free-form shape. As flexible and curved LED displays continue to proliferate in everyday life, modern control features such as those discussed will help to open new LED display markets. To learn more about how Aerotech is already driving innovation in the display market with advanced motion and laser control features, or how we might improve your LED manufacturing capabilities, give us a call.
This article was written by William S. Land, II, Business Development Manager for Aerotech, Pittsburgh, PA. Will started his career at Aerotech in 2011 as a mechanical development engineer and has since served in various positions in engineering, product management and business development roles. Will holds a bachelor’s degree in mechanical engineering from Penn State University and a master’s degree in mechanical engineering from the University of North Carolina at Charlotte. He is currently pursuing an MBA at the University of Pittsburgh.
The guide covers CO2 and fiber laser cutting, basic principles, cutting speeds, and cut quality
FOR IMMEDIATE RELEASE
ORLANDO, FL – APRIL 18, 2017
Laser Institute of America (LIA), the professional society for laser applications and safety, announces its release of the LIA Guide to High Power Laser Cutting. In the guide, students, engineers,
and scientists alike will gain a more in-depth understanding of the science behind laser cutting. Written by a team of specialists led by industry experts Dr. John Powell and Dr. Dirk Petring, this 136-page guide is a comprehensive resource that touches on all features of laser cutting machines and materials.
“LIA is happy to announce the release of the new guide,” said Dr. Powell, who is also the technical director of Laser Expertise Ltd. “The guide covers all aspects of CO2 and fiber laser cutting, including basic principles, cutting speeds, and cut quality.”
Some specific highlights are as follows:
Physics of Laser Cutting
Design and Mechanics of a Laser Cutting Machine
When to Use Fiber vs. CO2 Laser Cutting Machines
Information on How Different Materials Interact with Laser Cutting Machines
Practical Advice for Purchasing a Laser Cutting Machine
Tables of Laser Cutting Speeds for Different Materials
With 42 color and 31 black-and-white illustrations, this is a working reference tool for laser users in any industry. The authors additionally delve into the complex physical and chemical interactions that occur during laser-oxygen cutting and walk through the ways that the efficiency of laser cutting changes with the laser or material type, the power of the laser, and the thickness of the material, leaving no subject untouched.
“This new guide is aimed at a wide readership – from job-shop employees to researchers,” said Dr. Powell.
The cost of the guide is $60.00 for LIA members and $70.00 for non-members. The newest version of the guide can be purchased by visiting https://www.lia.org/store/product/125.
About LIA
The Laser Institute of America (LIA) is the professional society for laser applications and safety serving the industrial, educational, medical, research and government communities throughout the world since 1968. http://www.lia.org, 13501 Ingenuity Drive, Ste 128, Orlando, FL 32826, +1.407.380.1553.
(Pictured: LIA Guide to High Power Laser Cutting Authors, left to right: John Powell, Dirk Petring, Jetro Pocorni, Alexander Kaplan)
To read the full release on PRWeb.com, click here.
From a mobile Humanitarian Fab Lab in refugee camps that uses laser cutting for building temporary housing to 3D Printing on the International Space Station, Digital Fabrication is changing almost every aspect of our lives. On March 30 and 31, 2017 at the Microsoft NERD Center in Cambridge, MA, visionaries at DigiFabCon will explore the opportunities and challenges found in bringing these CAD based technologies to new, exciting arenas. Whether for manufacturing workforce training, K – 12 education, rapid prototyping, re-designing standard products, improving surgical procedures, or fostering entrepreneurship, the tools of digital fabrication are impacting entire communities.
DigiFabCon will feature keynotes from Sherry Lassiter, Director of the Fab Foundation and Dale Dougherty, founder of Maker Media which includes MAKE: Magazine and Maker Faires. They will give an overview of the compelling digital fabrication stories from Fab Labs and makerspaces around the world. Dr. Neil Gershenfeld, Director of the MIT Center for Bits and Atoms, will discuss technical advances that are making digital fabrication tools accessible to “anyone who wants to make (almost) anything”. This includes work in his lab on Machines that Make Machines, although Dr. Gershenfeld always says the impact of these tools is social, not technical!
Courtesy: DigiFabCon
The interactive program includes:
Sarah Boisvert, past President of LIA, describing a new national digital fabrication certification program for operators and technicians with a panel discussion with participants from Indian Hills Community College, the Community College of Baltimore Country, Century College and the Space Coast Fab Lab
David Ott explaining the International Committee for the Red Cross Humanitarian Lab project
Tomas Diez, from Fab Lab Barcelona, reporting on progress for self-sustainable Fab Cities
Andreas Bastian, of Autodesk, sharing design challenges in the Enable Community Foundation 3D Printed prosthetic hand project
A panel from Limitless Child International, Fab Lab Tulsa and Fab Lab San Diego on utilizing mobile fab labs to bring technology to rural and underserved areas.
a participatory exercise by TIES fellows examining biomimicry in design
The program includes a Fab Festival where participants can get hands-on demos in 3D Printing, laser cutting, CNC machining, CAD and much more. Preliminary exhibitors include ShopBot Tools, the Roxbury Innovation Center, 3D Print Life, Limitless Child International, and Fab Lab Hub. The Festival will also feature book signings by Dale Dougherty, founder of Maker Media, and Rachel Ignotofsky author of Women in Science. Generous sponsorship from Chevron, Microsoft, and ShopBot Tools keeps DigiFabCon registration to just $49.
In this, DigiFabCon’s 5th year, a pre-conference short course has been added. LEAN 101 is a hands-on workshop to introduce manufacturing managers, startup founders and entrepreneurs, and makers to methods for improving time to market, production cost and product quality through a simulated, hands-on making exercise. Our instructors are LEAN gurus of the first rank. Joe Rizzo, CEO of Lean is Green, previously ran factories for GE when the legendary Jack Welsh was CEO and Scott Gauvin, CEO of Macresco, focuses on creating high performing, humanistic workplaces.