KUNIHIKO WASHIO, TAKASHI KAYAHARA, YOSHIHIRO EMORI AND AKIRA FUJISAKI
Thin metallic sheets made of aluminum or steel with a thickness of 1 to 2 mm are often used as laser guard materials. However, metallic laser guards are easily penetrated by high power laser irradiation due to quick melting.
Therefore, their protection times are short. Current problems of metallic laser guards are: (1) A tendency toward generating a large through hole due to quick melting if irradiated with high-power laser; (2) Protection times are significantly influenced by surface reflectivity conditions and reflectivity changes over time.
Contrary to ordinary metals, pitch-type carbon fibers have desirable features such as non-melting, high-sublimation temperature and low-reflectivity. Therefore, we have conducted experiments to evaluate pitch-type CFRP (carbon-fiber reinforced plastics) as a new guard material for high-power lasers. These 3-mm thickness, lightweight CFRP plates incorporate industry grade pitch-type carbon fibers K13916 having tensile modulus of 760 GPa, fabricated by Mitsubishi Plastics Inc. The specific gravity is only 1.7. The CPRP plates consist of stacked multilayers with carbon fiber orientation orthogonal to each other, layer by layer. The carbon orientations of the top and bottom layers are designed to be in parallel. The fabricated CFRP plates have strong anisotropy in thermal conductivity: 60 W/(m•K) for X and Y directions vs. 1 W/(m•K) for Z direction. Therefore, the heat generated at the irradiated front surface is effectively prevented from reaching the rear side due to the very low thermal conductivity in Z direction.
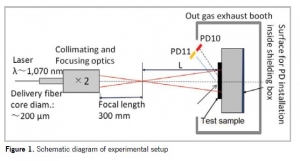

Figure 1 shows the schematic diagram of experimental setup. A CW fiber laser capable of emitting up to about 10 kW at a wavelength of about 1,070 nm was used. The laser beam was irradiated at test samples with a focusing lens having focal length of 300 mm. The length L from the focal point to the test samples was adjusted so that the irradiated beam diameter becomes either 60 mm or 30 mm. Two silicon photodiodes PD10 and PD11, equipped with 50-nm bandwidth bandpass filters having different center wavelengths (1,075 nm and 1,000 nm, respectively), were used in the front side to differentiate scattered laser radiation and thermal radiation.
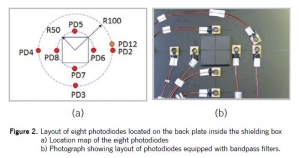

Figure 2 shows the layout of eight photodiodes located on the back plate inside the shielding box. Seven photodiodes from PD2 to PD8 are with bandpass filters having a 1,075 nm center wavelength. One photodiode PD12 is with a bandpass filter having 1,000 nm center-wavelength. All the photodiodes were used in photovoltaic mode without applying any bias voltage. The output waveforms from the photodiodes were simultaneously recorded with a 10-channel data logger. The input resistance of the data logger was set to be 2.4 kΩ.
Three different types of materials were used for test samples. They are: 3-mm-thickness CFRP, 1.6-mm-thickness zinc-coated steel and 1.5-mm-thickness aluminum. The top surfaces of aluminum test samples were gray coated to suppress strong reflection. Two types of sample-holding arrangements were used for test samples having two different sizes. One arrangement is for 300-mm-square, larger size samples and is designed to thermally insulate them from the shielding box to ensure natural air cooling. The other arrangement is for 150-mm-square, smaller-size samples and is designed to test small samples economically by utilizing partial and indirect peripheral cooling by attaching the sample to a rear-side panel having four watercooled heat sinks. Figure 3 shows pictures taken during and after laser irradiation for a 300-mm square, pitch-type CFRP test sample.
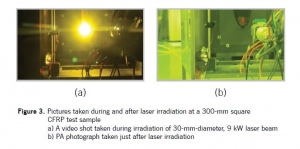
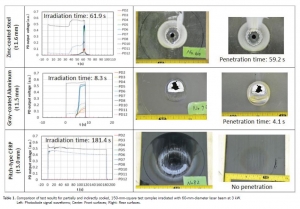


Table 1 shows the comparison of test results for partially and indirectly cooled, 150-mm-square test samples irradiated with 60-mm-diameter laser beam at 3 kW. Average values of experimentally measured penetration times for ten samples of 1.6-mm-thickness zinc-coated steel and 1.5-mm-thickness gray-coated aluminum were 55.89 s and 3.96 s, respectively. The relevant standard deviations were 3.13 s and 0.14 s, respectively. Penetrated large holes are clearly visible for metallic test samples. On the other hand, for the case of 3-mm-thickness pitch-type CFRP, we could not observe any penetration for all the tested ten samples, even after more than three minutes of irradiation, although slight texture and color change could be seen on the rear surfaces.
When pitch-type CFRP test samples were irradiated with laser beams having much higher irradiation densities, we could observe rising, but from complex signal waveforms from the photodiodes located inside the shielding box. To interpret photodiode signal waveforms, a small mirror was placed in the rear side to monitor the phenomena occurring on the rear surface. By comparing the video data and photodiode signal waveforms, we have found that rear-side ignition starts much earlier than the penetration, or burn-through. Therefore, we have decided to use this rear side ignition time, instead of penetration time, as the experimental limiting time-base for the statistical calculation of protection time.
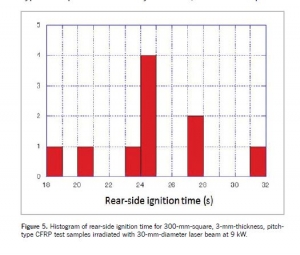
Figure 4 shows an example of irradiation test results for 300-mmsquare, larger size, naturally air-cooled CFRP test samples, irradiated with 30 mm-diameter laser beam at 9 kW. The rear side ignition time has been measured to be 23.5 seconds for this sample. A tiny hole can be seen in the bottom picture for the rear surface. Figure 5 a shows histogram of rear-side ignition times observed for 300-mm-square, naturally-air-cooled ten test samples.
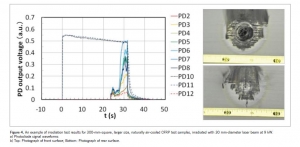

The average value of rear-side ignition time has been measures to be 24.89 s with standard deviation of 3.61 s. From these data, the protection time of 3-mm-thickness pitchtype CFRP plates for irradiation of 30 mm-diameter laser beam at 9 kW (power density of 1.27 kW/cm2) has been calculated to be 9.8 s, which is very close to satisfy T3 class condition of minimum inspection interval of 10 s according to IEC 60825-4 Ed. 2.2: 2011, Safety of laser products – Part 4: Laser guards.

In conclusion, it has been demonstrated that lightweight pitchtype CFRP plates (with density of about 1/4 of steel) can provide remarkably long protection time against multi-kW high power fiber laser irradiation when used as a passive laser guard. Pitchtype CFRP would be also useful as a key component material for construction of active laser guards. It must be pointed out here, however, that proper precautions against the flames and fumes generated at the irradiated front surfaces of pitch-type CFRP plates become necessary.
The authors greatly acknowledge funding of METI standardization project “International Standardization for Highly Laser-Resistant Laser Guards.” The authors also thank the committee member of OITDA on high strength laser guards for helpful and valuable discussions and encouragement. Kunihiko Washio is president of Paradigm Laser Research Ltd. Takashi Kayahara, Yoshihiro Emori, and Akira Fujisaki are engineers at Furukawa Electric CO. LTD.