The Laser Institute of America’s (LIA) latest edition of the LIA Today, a bi-monthly newsletter discussing latest laser industry news, featured a farewell message from Milan Brandt discussing his presidency and the milestones the professional society have achieved over the last year.
“As I come to the end of my Presidency, I would like to reflect on what 2018 has been for the Association and for me personally. 2018 has been a very special year for LIA,” said Milan, who also spoke of new areas of focus for LIA: “We have developed a new marketing plan. This will rebuild our digital footprint and increase our social media critical to promotion of the Association’s activities in the future.”
2018 has been a year of change and notable success for LIA, in particular, the achievement of its 50th Anniversary – celebrating its continued efforts to support and promote lasers and its applications globally.
“ICALEO ‘18 was one of our best conferences in terms of attendance and ‘bottom line’ for the last four years,” quoted Milan.
Also featured in the LIA Today November/December 2018 issue was an interview with Milan Brandt, entitled, “A Cuppa With Milan Brandt”. LIA Today seized the opportunity to discuss Laser Materials Processing, industry global trends, and Milan’s time at LIA as a member. Milan had this to say about being a member of LIA:
“LIA, in my view, has played a central role in the promotion, education, and growth of laser technology and applications globally. It has been the focus for this since its inception. I have been a member of LIA for some 32 years and this has enabled me to not only stay abreast of the latest developments in technology and applications but also develop global connections and networks in the area.”
This article was released to Laser’s Today for immediate publication and can be read at Laser’s Today.
Visit LIA Today to read the full interview, and to explore past issues.
Original Content: http://www.erienewsnow.com/story/39707413/milan-brandt-reflects-on-2018-and-the-future-of-lia-and-laser-materials-processing
KUNIHIKO WASHIO, TAKASHI KAYAHARA, YOSHIHIRO EMORI AND AKIRA FUJISAKI
Thin metallic sheets made of aluminum or steel with a thickness of 1 to 2 mm are often used as laser guard materials. However, metallic laser guards are easily penetrated by high power laser irradiation due to quick melting.
Therefore, their protection times are short. Current problems of metallic laser guards are: (1) A tendency toward generating a large through hole due to quick melting if irradiated with high-power laser; (2) Protection times are significantly influenced by surface reflectivity conditions and reflectivity changes over time.
Contrary to ordinary metals, pitch-type carbon fibers have desirable features such as non-melting, high-sublimation temperature and low-reflectivity. Therefore, we have conducted experiments to evaluate pitch-type CFRP (carbon-fiber reinforced plastics) as a new guard material for high-power lasers. These 3-mm thickness, lightweight CFRP plates incorporate industry grade pitch-type carbon fibers K13916 having tensile modulus of 760 GPa, fabricated by Mitsubishi Plastics Inc. The specific gravity is only 1.7. The CPRP plates consist of stacked multilayers with carbon fiber orientation orthogonal to each other, layer by layer. The carbon orientations of the top and bottom layers are designed to be in parallel. The fabricated CFRP plates have strong anisotropy in thermal conductivity: 60 W/(m•K) for X and Y directions vs. 1 W/(m•K) for Z direction. Therefore, the heat generated at the irradiated front surface is effectively prevented from reaching the rear side due to the very low thermal conductivity in Z direction.
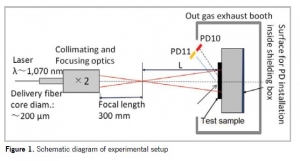
Figure 1 shows the schematic diagram of experimental setup. A CW fiber laser capable of emitting up to about 10 kW at a wavelength of about 1,070 nm was used. The laser beam was irradiated at test samples with a focusing lens having focal length of 300 mm. The length L from the focal point to the test samples was adjusted so that the irradiated beam diameter becomes either 60 mm or 30 mm. Two silicon photodiodes PD10 and PD11, equipped with 50-nm bandwidth bandpass filters having different center wavelengths (1,075 nm and 1,000 nm, respectively), were used in the front side to differentiate scattered laser radiation and thermal radiation.
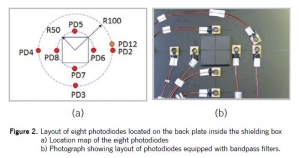
Figure 2 shows the layout of eight photodiodes located on the back plate inside the shielding box. Seven photodiodes from PD2 to PD8 are with bandpass filters having a 1,075 nm center wavelength. One photodiode PD12 is with a bandpass filter having 1,000 nm center-wavelength. All the photodiodes were used in photovoltaic mode without applying any bias voltage. The output waveforms from the photodiodes were simultaneously recorded with a 10-channel data logger. The input resistance of the data logger was set to be 2.4 kΩ.
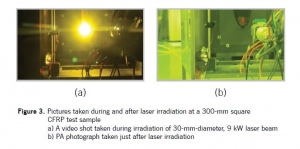
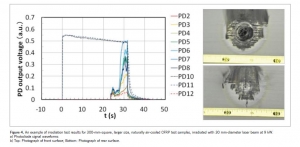
Three different types of materials were used for test samples. They are: 3-mm-thickness CFRP, 1.6-mm-thickness zinc-coated steel and 1.5-mm-thickness aluminum. The top surfaces of aluminum test samples were gray coated to suppress strong reflection. Two types of sample-holding arrangements were used for test samples having two different sizes. One arrangement is for 300-mm-square, larger size samples and is designed to thermally insulate them from the shielding box to ensure natural air cooling. The other arrangement is for 150-mm-square, smaller-size samples and is designed to test small samples economically by utilizing partial and indirect peripheral cooling by attaching the sample to a rear-side panel having four watercooled heat sinks. Figure 3 shows pictures taken during and after laser irradiation for a 300-mm square, pitch-type CFRP test sample.
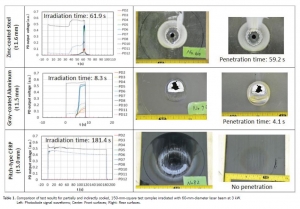
Table 1 shows the comparison of test results for partially and indirectly cooled, 150-mm-square test samples irradiated with 60-mm-diameter laser beam at 3 kW. Average values of experimentally measured penetration times for ten samples of 1.6-mm-thickness zinc-coated steel and 1.5-mm-thickness gray-coated aluminum were 55.89 s and 3.96 s, respectively. The relevant standard deviations were 3.13 s and 0.14 s, respectively. Penetrated large holes are clearly visible for metallic test samples. On the other hand, for the case of 3-mm-thickness pitch-type CFRP, we could not observe any penetration for all the tested ten samples, even after more than three minutes of irradiation, although slight texture and color change could be seen on the rear surfaces.
When pitch-type CFRP test samples were irradiated with laser beams having much higher irradiation densities, we could observe rising, but from complex signal waveforms from the photodiodes located inside the shielding box. To interpret photodiode signal waveforms, a small mirror was placed in the rear side to monitor the phenomena occurring on the rear surface. By comparing the video data and photodiode signal waveforms, we have found that rear-side ignition starts much earlier than the penetration, or burn-through. Therefore, we have decided to use this rear side ignition time, instead of penetration time, as the experimental limiting time-base for the statistical calculation of protection time.
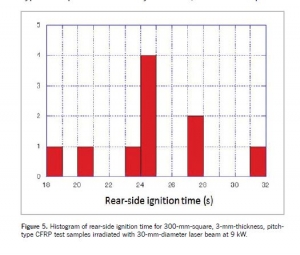
Figure 4 shows an example of irradiation test results for 300-mmsquare, larger size, naturally air-cooled CFRP test samples, irradiated with 30 mm-diameter laser beam at 9 kW. The rear side ignition time has been measured to be 23.5 seconds for this sample. A tiny hole can be seen in the bottom picture for the rear surface. Figure 5 a shows histogram of rear-side ignition times observed for 300-mm-square, naturally-air-cooled ten test samples.
The average value of rear-side ignition time has been measures to be 24.89 s with standard deviation of 3.61 s. From these data, the protection time of 3-mm-thickness pitchtype CFRP plates for irradiation of 30 mm-diameter laser beam at 9 kW (power density of 1.27 kW/cm2) has been calculated to be 9.8 s, which is very close to satisfy T3 class condition of minimum inspection interval of 10 s according to IEC 60825-4 Ed. 2.2: 2011, Safety of laser products – Part 4: Laser guards.
In conclusion, it has been demonstrated that lightweight pitchtype CFRP plates (with density of about 1/4 of steel) can provide remarkably long protection time against multi-kW high power fiber laser irradiation when used as a passive laser guard. Pitchtype CFRP would be also useful as a key component material for construction of active laser guards. It must be pointed out here, however, that proper precautions against the flames and fumes generated at the irradiated front surfaces of pitch-type CFRP plates become necessary.
The authors greatly acknowledge funding of METI standardization project “International Standardization for Highly Laser-Resistant Laser Guards.” The authors also thank the committee member of OITDA on high strength laser guards for helpful and valuable discussions and encouragement. Kunihiko Washio is president of Paradigm Laser Research Ltd. Takashi Kayahara, Yoshihiro Emori, and Akira Fujisaki are engineers at Furukawa Electric CO. LTD.
The Laser Institute of America aims to foster the future of laser applications. Many of our corporate members uphold similar ideals and they are working hard to advance the future of laser applications in manufacturing.
From the development of new life-saving products to building the future of transportation and researching the next steps in the additive manufacturing revolution, here’s what some of our members have been up to in the last year:
The Plume Pen Pro, along with other products by Buffalo Filter, work to reduce surgical smoke inhalation and exposure. This keeps operating rooms safer with user-friendly solutions.
Image: Buffalo Filter
II-VI HIGHYAG’s RLSK Laser Featured in Industrial Laser Solutions for Manufacturing
A recent issue of Industrial Laser Solutions for Manufacturing featured a cover article on laser welding for the Ford Mustang, spotlighting II-VI HIGHYAG’s RLSK remote laser welding head. In developing the new Mustang, Ford needed a large-scale, single-sided joining method that did not possess the potential structural weakness of traditional spot welding. Ford then turned to remote laser welding, which not only solved the structural weakness issue – it created a measurable increase in productivity at the production plant.
Starting in 2015, the RLSK remote laser welding head was put into full use by Ford. Four were installed at the Detroit plant, joined by 24 additional structural remote laser heads for the vehicle’s production. Implementing these remote laser heads lead to a decrease in weld time, fewer station cycles, fewer welding robots, and an increase in overall production space.
Image: II-VI HIGHYAG
LPW Technology, Inc. CEO and Founder Discusses 3D Printing Opportunities in Aerospace
Machine Design Magazine recently published a piece on the use of 3D printing for aerospace applications. The article quoted various industry leaders and experts, including LPW Technology Founder and CEO Dr. Phil Carroll. Dr. Carroll addresses the increasing demand versus the quality control of metal powders used in 3D printing. In the early days of powder metal liturgy, the materials were essentially grounded up scrap metal, leading to a high chance of contamination. Contamination of a pure metal powder could lead to a compromised part down the line, because the offending particles may degrade over time.
To combat this, greater inspection and handling of metal particles is required. Working with Lloyd’s Register and TWI, LPW will be certifying powders for a joint effort to increase the adoption of additive manufacturing.
Image: LPW Technology
RPM Innovations, Inc. Working With Okuma America Corp. on Alternative to Combination Additive/Subtractive Manufacturing Processes
Despite the overwhelming push for additive manufacturing processes across industries, there are still many cases in which traditional subtractive processes are the most effective solution. However, it does not always have to be a case of choosing one over the other, or even combining them.
With the assistance of their laser deposition machines, RPM Innovations and Okuma America are developing options for machines that allow individual operations to occur, by keeping processes in separate sections that link together. Rather than choosing one manufacturing method, or forcing them to overlap, separating the processes allows for differences in processing time, automation in loading and reloading, as well as the addition of other processes in the workflow.
Image: MMS Online
Spectra-Physics Introduces Icefyre
Earlier this year, Spectra-Physics debuted IcefyreTM, “a compact, high power industrial picosecond hybrid fiber laser.” The IceFyre is versatile in its process optimization and repetition rates, as well as pulse-on-demand triggering. It combines the power supply and laser head into a single, compact unit.
In the official news release, Spectra-Physics states that Icefyre is designed for precise manufacturing of sapphire, glass, ceramic, metals, plastics, and other materials. The Icefyre made its debut at the 2017 SPIE Photonics West.
Image: Spectra Physics
We are committed to sharing the latest news about our esteemed and innovative Corporate Members. To learn more about becoming a Laser Institute of America Corporate or Individual Member, click here.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Read aboutLIAorcontact usfor more information.
From a mobile Humanitarian Fab Lab in refugee camps that uses laser cutting for building temporary housing to 3D Printing on the International Space Station, Digital Fabrication is changing almost every aspect of our lives. On March 30 and 31, 2017 at the Microsoft NERD Center in Cambridge, MA, visionaries at DigiFabCon will explore the opportunities and challenges found in bringing these CAD based technologies to new, exciting arenas. Whether for manufacturing workforce training, K – 12 education, rapid prototyping, re-designing standard products, improving surgical procedures, or fostering entrepreneurship, the tools of digital fabrication are impacting entire communities.
DigiFabCon will feature keynotes from Sherry Lassiter, Director of the Fab Foundation and Dale Dougherty, founder of Maker Media which includes MAKE: Magazine and Maker Faires. They will give an overview of the compelling digital fabrication stories from Fab Labs and makerspaces around the world. Dr. Neil Gershenfeld, Director of the MIT Center for Bits and Atoms, will discuss technical advances that are making digital fabrication tools accessible to “anyone who wants to make (almost) anything”. This includes work in his lab on Machines that Make Machines, although Dr. Gershenfeld always says the impact of these tools is social, not technical!
Courtesy: DigiFabCon
The interactive program includes:
Sarah Boisvert, past President of LIA, describing a new national digital fabrication certification program for operators and technicians with a panel discussion with participants from Indian Hills Community College, the Community College of Baltimore Country, Century College and the Space Coast Fab Lab
David Ott explaining the International Committee for the Red Cross Humanitarian Lab project
Tomas Diez, from Fab Lab Barcelona, reporting on progress for self-sustainable Fab Cities
Andreas Bastian, of Autodesk, sharing design challenges in the Enable Community Foundation 3D Printed prosthetic hand project
A panel from Limitless Child International, Fab Lab Tulsa and Fab Lab San Diego on utilizing mobile fab labs to bring technology to rural and underserved areas.
a participatory exercise by TIES fellows examining biomimicry in design
The program includes a Fab Festival where participants can get hands-on demos in 3D Printing, laser cutting, CNC machining, CAD and much more. Preliminary exhibitors include ShopBot Tools, the Roxbury Innovation Center, 3D Print Life, Limitless Child International, and Fab Lab Hub. The Festival will also feature book signings by Dale Dougherty, founder of Maker Media, and Rachel Ignotofsky author of Women in Science. Generous sponsorship from Chevron, Microsoft, and ShopBot Tools keeps DigiFabCon registration to just $49.
In this, DigiFabCon’s 5th year, a pre-conference short course has been added. LEAN 101 is a hands-on workshop to introduce manufacturing managers, startup founders and entrepreneurs, and makers to methods for improving time to market, production cost and product quality through a simulated, hands-on making exercise. Our instructors are LEAN gurus of the first rank. Joe Rizzo, CEO of Lean is Green, previously ran factories for GE when the legendary Jack Welsh was CEO and Scott Gauvin, CEO of Macresco, focuses on creating high performing, humanistic workplaces.
In preparation for LAM® 2017, Lasers Today takes a closer look at the presenters and industry leaders at this year’s workshop.
The additive manufacturing revolution is in full swing. With more industries adopting 3D printing capabilities for their parts development, 3D printed materials are here to stay. At the 2017 Laser Additive Manufacturing Workshop (LAM®), researchers and industry leaders alike will discuss the state of additive manufacturing, as well as present ongoing developments within the various industries they serve.
Stryker Trident II Tritanium
Additive Manufacturing of Metal Implants
Presenting on Day One, during Session One: Trends in Laser Additive Manufacturing, is Marc Esformes of Stryker Corporation, discussing “Additive Manufacturing of Medical Implants.” Stryker Corporation is among the pioneering companies to use additive manufacturing technology to develop medical devices and tools, and recently announced the expansion of their 3D printing capabilities by developing a brand new, multi-million dollar facility. Their exciting new solution for spinal surgical implants has garnered ample attention, not just in the world of additive manufacturing, but in fields like orthopedics, neurosurgery and general surgery.
About Stryker Corporation
Stryker Corporation began as the medical practice of Dr. Homer Stryker. The practice was incorporated as an orthopedic frame company in 1946, before becoming Stryker Corporation following Dr. Stryker’s retirement in 1964.
In recent years, Stryker Corporation has become one of the leading companies using additive manufacturing technology to develop parts for the medical field. Unlike other industries, the parts and implants created in the medical industry must go through numerous comprehensive trials and tests for biocompatibility, long before they are used for their intended purpose.
Stryker’s Most Recent Development
This year, Stryker Corporation developed a 3D printed Tritanium (the brand name of Stryker’s alloy material, used in their powder bed laser sintering process) Posterior Lumbar Cage Spinal Implant. The implant was showcased at the American Association of Neurological Surgeons (AANS) Annual Scientific Meeting.
Using virtual reality technology, the presentation showed viewers the evolution of Stryker’s manufacturing before giving a virtual tour of the Stryker facility, including a close-up look at the implant.
Expanding upon existing implant technology, and over a decade worth of research, the spinal implant is porous, and resembles bone tissue. Given its flexible, permeable state, early trials suggest that the implant may encourage natural bone growth, leading to a longer-lasting, more functional implant, that behaves like natural bone.
Don’t miss your chance to explore the latest advancements in medical additive manufacturing when Marc Esformes of Stryker Corporation presents at LAM 2017. LAM will take place February 21-22, 2017, in Houston, Texas. For more information, and to register, please visit https://www.lia.org/conferences/lam.
Don’t miss a single laser industry update! Visit Lasers Today and sign up to receive the latest in lasers delivered directly to your inbox.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide.