FARMINGTON, Conn., January 21, 2022 – In booth 327 at Photonics West 2022, TRUMPF Inc. will showcase its TruMicro 2000 Series, TruMicro 6000 Series, TruFiber P Compact, and TruMark Station 7000 laser marking station with a TruMark 6030 laser marking system and VisionLine 3 feature recognition capability. TRUMPF will also display two Tool Bars highlighting its wide range of laser technology offerings and VCSEL laser diode technologies as part of its exhibit at the Moscone Center in San Francisco, California.
New Glass Processing Optics for TruMicro Lasers

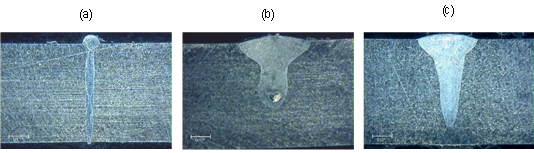
The TruMicro 2000 series laser is equipped with two of the latest innovations in optics for beam formation when cutting and welding glass: TOP Cleave and TOP Weld. TOP Cleave optics enable quick laser cutting of glass parts with excellent edge quality and nearly eliminates necessary post processing. TOP Weld makes it possible to weld glass with a top layer as thick as 8mm and also weld both glass to glass and glass to metal. TOP Weld can create a tight, hermetic seal to keep liquids and gases in or out. Both optics work with the fiber-based ultrashort pulse lasers in the TruMicro Series 2000, distinguished by its compact and light design. TruMicro Series 2000 solid-state lasers are tailored for precision micro-processing with an optimal combination of quality, productivity, and profitability.
The TruMicro 6330 ultrafast industrial laser also cuts glass and can separate flexible printed circuit boards. Designed for batch production in consumer electronics and other industries, the TruMicro 6330 is ideally suited for high-speed scanning applications such as cutting polymer stacks and processing OLED displays. Notable for strong performance, stability and quality, the ultrashort pulse lasers of the TruMicro Series 6000 generate laser pulses that can be linearly amplified to very high pulse energies.
TruFiber 200 P Compact
One of TRUMPF’s compact, fiber-based solid-state lasers, the TruFiber 200 P Compact will also be shown. This robust fiber laser resonator has a compact footprint, long service life, and patented technology that protects the laser from the damaging effects of back-reflected light, enabling it to process materials, such as copper, brass or gold, easily and productively. TruFiber P Compact lasers are suitable for a variety of applications including additive manufacturing and precision laser cutting and welding.
Laser Marking Station with TruMark 6030 and VisionLine 3
At the show, TRUMPF will be demonstrating a TruMark Station 7000 laser marking station featuring a TruMark 6030 laser marking system and VisionLine 3 feature recognition capability. The TruMark 6030 is a high-performance marking laser with 3D functionality. The laser’s outstanding beam quality and high power densities ensure clean material removal and high-contrast markings. The TruMark 6030 can be integrated quickly and easily into production systems and can reduce process time by up to 25 percent through its available high average power and pulse energy at the workpiece. The VisionLine 3 camera-based image processing product creates an additional level of safety during processing. VisionLine 3 automatically detects component positions before welding and aligns each job accordingly.
Also on Display: VCSEL and Other Laser Technology

The booth will also showcase TRUMPF’s wide range of other laser technology offerings, including the VCSEL laser diode technologies of TRUMPF Photonic Components. TRUMPF Photonic Components is a global technology leader supplying state-of-the-art VCSEL and photodiode solutions for the consumer electronics, datacom, industrial sensing and heating markets. Experts anticipate this growing market will drive the future of mobile electronics, autonomous driving, optical data communication, and quantum technology.
TRUMPF will be located at booth 327 in the Moscone Center in San Francisco, California. Press kits will be available at the booth.
About TRUMPF
TRUMPF is a high-tech company offering manufacturing solutions in the fields of machine tools and laser technology. The Company drives digital connectivity in the manufacturing through consulting, platform products and software. TRUMPF is a technology and market leader in highly versatile machine tools for sheet metal processing and in the field of industrial lasers. In 2020/21, the company employed 15,000 people and generated sales of about 3.5 billion euros. With over 80 subsidiaries, the TRUMPF Group is represented in nearly every European country as well as in North America, South America and Asia. The company has production facilities in Germany, France, the United Kingdom, Italy, Austria, Switzerland, Poland, the Czech Republic, the United States, Mexico and China.
Find out more about TRUMPF at www.trumpf.com