In celebration of its 50 years, LIA showed thanks to the support received from industry giants IPG Photonics, Coherent, Han’s Lasers and TRUMPF, at the world-famous Thomson Reuters building in Times Square.
The digital screens displayed a prominent message for the commemorative occasion,
“On its 50th Anniversary, LIA would like to thank Coherent, Han’s Laser, IPG Photonics and TRUMPF for its support.”
Complimenting this message was a bold statement below, previewing the future of LIA and its strategy to shape the future of the photonics industry:
“Defining the next 50 years of photonics – LIA.”
Celebrations Continue at ICALEO with Industry Partners
LIA will address the global photonics materials processing landscape at its 37th annual edition of ICALEO. Laser industry professionals from academic and industrial backgrounds will gather at the Rosen Centre Hotel in Orlando, FL, from October 14-18.
This year will see past presidents, board members and corporate members all in attendance celebrating LIA’s 50th year, with many bringing memorabilia to celebrate the occasion.
“LIA’s 50th birthday is a time for us to reflect on our great achievements and contributions in the growth of this industry over the years. It also marks a time for us to be innovative and pave the way to success together, over the next 50 years,” commented Dr. Nathaniel Quick, Executive Director of LIA.
ICALEO annually draws international crowds of attendees and companies, showcasing and discussing the latest in photonics microprocessing, nanomanufacturing and materials processing. Prominent companies in attendance this year will include Beijing JCZ, Coherent, Edgewave, Han’s Laser, IPG Photonics, SPI Lasers and TRUMPF.
The Laser Institute of America (LIA) will examine the photonics materials processing landscape worldwide at its 37th annual edition of the International Congress on Applications of Lasers and Electro-Optics (ICALEO). Laser industry professionals from academic and industrial backgrounds will gather this year at the Rosen Centre Hotel in Orlando, FL, October 14-18. ICALEO annually draws crowds of international attendees and companies, to discuss the latest in photonics microprocessing, nanomanufacturing and materials processing.
LIA’s Executive Director, Dr. Nathaniel Quick, opening for last year’s ICALEO conference. LIA and ICALEO 2018 will focus on photonics materials processing and innovation, in line with the major growth in this sector.
Global Laser Materials Processing Market is a Booming Sector
The global photonics market accounted for USD $548.63 billion in 2017 and is expected to reach $1344.56 billion by 2026, at a CAGR of 10.5% over the forecast period, in Stratistics MRC’s report. The report quotes Coherent, TRUMPF, IPG Photonics and Han’s Lasers, among the key players in the Photonics market, who will be exhibiting at ICALEO.
The global laser materials processing market is expected to reach USD $23 billion by 2025 according to a report by Grand View Research. Fraunhofer Institute for Laser Technology ILT Director and Past President of LIA, Reinhart Poprawe, commented on the unique global trends driving growth in the sector:
“Additive manufacturing ie. Laser Powder Bed Fusion and ultrafast laser applications are probably the two biggest drivers in the near future, for growth in the laser materials processing sector – with quantum technology marked as the next real big application and impact to society.”
Laser Institute of America to Focus on Innovations and Photonics Materials Processing
This year’s ICALEO will feature speeches from prominent past presidents and board members on the history and future of the photonics industry and LIA, in celebration of the institutes’ 50th Anniversary.
LIA’s Executive Director, Dr. Nathaniel Quick said,
“This year, our 50th anniversary, we are revisiting the past achievements and developments LIA has brought to the industry and continues to bring, in developing standards, applications, education, safety and our long standing conferences, to the sector. The future is bright for LIA and our focus is on innovation and commercialisation of new technologies”.
As part of LIA’s new direction, ICALEO 2018 will not only focus on academia, but will give additional emphasis to innovations in the growing photonic material processing sector along with the impact its vendors are making in this innovative market segment. The newly designed vendor showcase will feature thought leadership panels from industry heavy weights IPG Photonics, Coherent, TRUMPF, Han’s Lasers, Edgewave and Beijing JCZ Technology. These panels will accompany industry presentations, a business breakout stream and a vendor networking evening, with invited media partners to cover this milestone week.
The Opening Plenary will feature keynote speakers ranging from Intel Corporation’s Senior Director, Dr. Islam Salama, Luminar Technologies’ Cofounder and former CEO of Open Photonics, Dr. Jason Eichenholz, and Past President of LIA, Dr. Milton Chang.
Registration for ICALEO is open online until October 14, 2018.
GE Global Research Center’s Dr. Marshall Jones will be headlining this year’s Industrial Laser Conference 2018. Held on day three of the International Manufacturing Technology Show, the one-day industry conference is set to take place on the 12 September at McCormick Place, Chicago IL.
A thought-leader in the advancement of laser materials processing and laser device development, Dr. Jones will be at the Industrial Laser Conference to discuss laser applications in the manufacturing process.
“The adoption of laser technology in manufacturing has been steadily growing, evident by the continued annual growth of laser sales globally where Europe has led the way, especially in Germany. Laser technology will continue to displace more conventional manufacturing processes due to it being faster, automatable, and cost effective,” said Jones.
As the Chief Engineer, Dr. Jones joined the GE Global Research Center in 1974 as a mechanical engineer after receiving his M.S and Ph.D. from the University of Massachusetts. His career at GE saw him advance laser materials processing, laser device development and fibre optics to afford him 55 U.S. patents, 57 foreign patents, and over 50 publications. Last year Dr. Jones was inducted into the National Inventors Hall of Fame for his accomplishments.
The Industrial Laser Conference is presented by the Laser Institute of America in partnership with IMTS. The Laser Institute of America will also be hosting the photonics academic and industry ICALEO conference next month.
Nathaniel Quick, Executive Director of the Laser Institute of America stated, “We are looking forward to having a great blend of speakers at the Industrial Lasers Conference, to contribute and ignite industry conversations on industrial laser applications. Our speakers Stan Ream of EWI will be addressing the challenges and constraints to laser applications, and Michael Sharpe of FANUC America will be discussing robotic laser opportunities.”
Dr. Jones will keynote the session titled ‘Case Studies of Industrial Laser Processes Based on Savings and Other Benefits’ at the Industrial Laser Conference. The speaker line-up includes William Adler, Wayne Penn, Ron Schaeffer and more, covering laser applications and laser processing for service providers.
The one-of-a-kind industrial laser applications workshop will have presentations from thought leaders and provide focused industry insights from key companies including IPG Photonics, Alabama Lasers, Stripmatic, EWI, FANUC America and GE.
Registrations for the Industrial Laser Conference is open online until the 12 September 2018.
By Achim Mahrle1,2, Madlen Borkmann 2,1, Eckhard Beyer1,2, Michael Hustedt3, Christian Hennigs3, Alexander Brodeßer3, Jürgen Walter3, Stefan Kaierle3
1 Fraunhofer IWS Dresden, Germany
2 TU Dresden, Germany
3 Laser Zentrum Hannover e.V. (LZH), Germany
Developers and users of industrial remote laser beam welding applications are often faced with different challenges under the conditions of series production. First, those applications are preferably conducted without any localized gas shielding, and therefore, specific interactions between the laser radiation and the welding fumes are very likely to occur, causing an impairment of the process stability, the reliability and the weld seam quality. Second, welding fume residuals are capable of contaminating workpieces, optical components and other parts of the processing chamber, and they are also able to cause a serious pollution of the cabin atmosphere, because a significant part of the welding fume species is harmful or even toxic and carcinogenic. Each of these points gives a good reason to develop appropriate cabin air flow concepts, but in practice, it is still a challenge to design and optimize the air or gas flow because (i) the conditions of an ideal gas flow regime are uncertain, (ii) different gas flows are able to interact in complex manners, and (iii) it is costly to describe and monitor the gas flow characteristics inside the processing chamber experimentally. Consequently, a complementary combination of experimental and theoretical work has been performed to improve the understanding of inherent issues and relationships.
The experimental work was focused on the characterization of process phenomena and the determination of reliable welding conditions. For that purpose, a particular processing chamber was designed as shown in Figure 01. The interior view of this chamber shows inlet nozzles from a flat-jet type at different positions (1-3) on the right-hand side, as well as a global and a local exhaust air funnel (4-5) on the left-hand side. An additional cross-jet was applied to protect the laser optics (6). In this processing chamber, welding trials with a multi-mode fiber laser at an applied laser power of 3 kW and a welding speed of 2 m/min were performed on mild steel sheets with a thickness of 10 mm. Welds generated without any air flow showed no clear indications of a deep penetration process, and the weld depth was rather low. In contrast, the penetration was more than doubled under the influence of a well-defined gas flow. These findings emphasize the importance of an adapted cabin air flow with respect to the process efficiency. In the case of the investigations performed, local gas flow velocities in the range of 1 – 2 m/s above the weld zone were found to be sufficient to achieve this effect, and it was proven that larger values do not increase the penetration depth further on. In addition, it was found that a particular height of the welding plume is acceptable for stable welding regimes with maximum weld penetration depth. These processing conditions have been considered as a basis for optimization efforts regarding the cabin air flow.
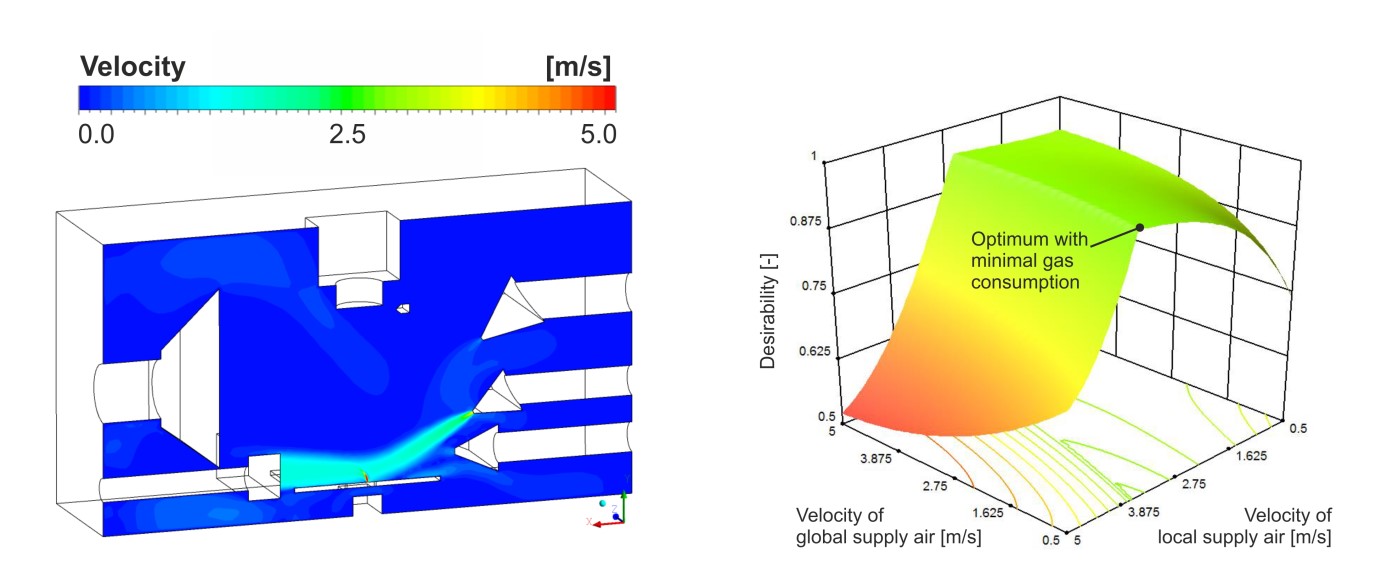
However, with respect to the whole cabin flow, simple rules for an appropriate design are hardly available and optimal parameter configurations are difficult to find by means of empirical approaches because of the high number of control factors and factor combinations. To give an example, the individual air flow out of the applied flat-jet nozzle type is determined by 4 factors, namely the flow rate, the nozzle inclination, the distance to the processing zone and the outflow aperture. For the whole cabin air flow, 19 factors of influence have to be taken into account in total, which means that 219, i.e. more than a half million, factor-level combinations are possible if each factor is tested at only two value levels. Obviously, there is no alternative to Design-of-Experiments (DoE) methods which provide so-called screening designs to identify the most vital factors from a group of 19 factors with a minimal number of 192 runs. Such an analysis was performed by means of a Computational-Fluid-Dynamics (CFD) model to derive detailed information on cause-effect relationships regarding the cabin air flow. Exemplarily, Figure 02 (left) shows a computed air flow field for a particular parameter constellation. Process emissions were modeled as metal vapor inflow rate, and the height of a particular vapor concentration isoline was used as model response for the cabin flow evaluation. As a result of the screening analysis, 6 factors out of 19 were found as the most vital ones. With such a reduced number of factors, it became possible to apply a so-called multi-level Response-Surface-Method (RSM) as a basis for an air flow optimization. With a numerical effort of 157 additional computation runs, the functional dependencies between control factors and outcomes were quantified and described by a cubic regression model. Such a regression model is numerically easy to use and can be applied efficiently to determine optimal parameter configurations by computing the desirability function, plotted in Figure 02 (right) as a measure of the degree of fulfillment of defined optimization criteria, i.e. the limitation of the welding plume height to an acceptable level with minimal overall air or gas consumption.
The study has demonstrated a methodology to optimize the complex cabin air flow under the conditions of remote laser beam welding. However, the specific results cannot be generalized in a simple way as adaptable rules for the design of industrial processing cabins, because the characteristics of particular chambers, the spatial and temporal processing conditions, the type of applied air-flow components and the peculiarities of the specific welding applications always have to be taken into account for a profound analysis.
Acknowledgements
The work was performed in close collaboration by the Laser Zentrum Hannover e.V. (LZH) and the Fraunhofer IWS Dresden as part of the publicly funded research project “Steigerung von Prozessstabilität und Schweißnahtqualität beim Remote-Laserschweißen durch gezielte Strömungsführung mittels Anlagenadaption” (RemoStAad) with the reference number IGF 18149 BG. The authors acknowledge the financial and administrative support by the Bundesministerium für Wirtschaft und Energie (BMWi), the Arbeitsgemeinschaft industrieller Forschungsvereinigungen “Otto von Guericke e.V.” (AiF), the Forschungskuratorium Maschinenbau e.V. (FKM), and the Forschungsvereinigung Schweißen und verwandte Verfahren e.V. (DVS).
Figure 01: Interior view of the processing chamber with installed components (left) and weld seam cross-sections without (right a) and with air flow control (right b).
Figure 02: Computed air flow field (left) and desirability plot revealing parameter constellations for an optimized cabin flow (right).
Prima Power was an exhibitor at Laser Institute of America’s LME 2018, held March 28-29 at the Renaissance Schaumburg Convention Center, Schaumburg, IL. After show hours on March 28, Prima Power hosted an Open House at its showroom in nearby Arlington Heights, IL. A large group of visitors, composed of laser industry experts, suppliers, and prospective customers were able to get a close-up view of the Prima Power Laser Next 3D Laser.
Thanks to a deep and unique experience of over 35 years in this field and to a continuous dialogue with customers and partners operating in the car industry, Prima Power has designed the new 3D laser machine for automotive production: Laser Next. In developing Laser Next, Prima Power has focused on the achievement of the following main benefits for the user:
Maximizing throughput with a dramatic reduction of cycle times. During the last 10 years, the performance of Prima Power 3D laser machines for automotive applications has been growing steadily. With Laser Next, a fundamental step forward was made: productivity on a typical benchmark component (B-pillar) was raised by 25%. In other words, four Laser Next systems produce as much as five machines of the previous model.
Space-efficient layout both for stand-alone and multi-machine configuration. Space is money, and a well-conceived layout helps save square meters and optimizes plant logistics. The compactness of the installation further improves installing more machines, since you can have up to three units one next to the other connected to the same magnetic scrap conveyor, with no need of excavation works. Given the same area, in fact, it is possible to install more machines (e.g. four Laser Next instead of three units of the previous model). Considering the performance of Laser Next, the productivity per square meter ratio is simply astonishing.
Improved Overall Equipment Efficiency (OEE). For Laser Next, Prima Power capitalized on its experience of hundreds of installations for the 24/7 manufacturing of high-strength steel components, widely used in car production.
Every detail was studied and developed to maximize machine uptime. Maintenance was also lowered and simplified to reduce non-productive times and the need of specialized resources dedicated to these activities.
Laser Next has a working range of 3,050 x 1,530 x 612 mm and is equipped with 3 kW or 4 kW high brilliance fiber laser. Its compact focusing head, fully sealed for best protection, features direct drive motors, double protection SIPS, fully-metallic sensor, and Focal Position Control.