This week, we wrap up by taking a closer look at Laser Welding Fundamentals — with an overview of the key aspects of laser welding and current production processes, from the varying types of welds, to commonly used welding methods. Discover the elements of laser welding systems here.
We wrap up with a little chat about Laser Welding…and more.
In addition, recent reports show that Industrial Lasers are outperforming machine tools in sales growth. Despite an uncertain economy in recent years, industrial lasers have experienced notable growth. Check out the analysis of industrial laser sales and market share, in relation to current industry trends, as well as what these numbers mean for the second half of 2016 here.
While we are still years away from creating meals out of thin air, the Replicator (as seen in Star Trek) may not be as fictional as it once seemed. In this week’s Science Fiction or Science Fact, find out how the Extreme Light Infrastructure, which is expected to be able to produce small particles, in a vacuum, could make a device like the Replicator an eventual reality. Learn more here.
Registration for LIA’s Inaugural Industrial Laser Conference is now open. The conference will be held during IMTS 2016, taking place September 13th, 2016 at McCormick Place in Chicago, IL. The Industrial Laser Conference is designed for industrial manufacturing professionals and will showcase the applications driving the future of manufacturing. Registration for the Industrial Laser Conference includes access to the exhibit floor on all six days of IMTS. Learn more about the conference and register to attend here.
Clark-MXR, Inc is July’s Featured Corporate Member. Clark-MXR, Inc. is an industry leader in ultrashort pulse laser-based micromachining, production of ultrafast lasers, and laser solutions for scientific and industrial applications. Learn more about the company’s rich history, from its Michigan origins in 1992 to the launch of their micromachining division, as well as the company’s active role within LIA. Read more about the company here.
In this week’s Throwback Thursday, we explored the history of Laser Tag. Rising to popularity in the 1990’s, learn about the early origins of the game, how it actually works, and what its popularity means for lasers today. Check out the post here.
New updates to OSHA requirements will give more insight into workplace accidents. The new regulations, which aim to “modernize” the incident reporting process, require reports on illness, injuries, and fatalities to be submitted digitally. This records will be available to the public via the OSHA website. The new requirements have had a mixed response with some seeing it as a way to improve safety in the workplace, through transparency. Others find the new requirements “invasive” and worry about the potential for negative press surrounding the companies involved. Learn more about the updates here.
Our Laser Accident Series features laser-related accidents that may occur if proper laser safety protocols are not met. This week’s entry features real accidents reported to OSHA (names have been changed to protect those involved) involving laser applications. Learn about what steps LIA is taking to prevent accidents like these, as well as how laser safety training impacts the likelihood of these accidents here.
LIA offers laser safety training in the classroom, online, and in some cases, on-site! Learn more about the courses available to you, as well as view a digital presentation to see if online training is right for you in our post Choose the Laser Safety Training That’s Right For You found here.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Join us next week as we wrap up another week of laser learning and fun. In the meantime – visit us at www.lia.org.
Introduction
This document is a very brief overview of the key aspects of laser welding and considerations for current production processes. Users should always work with companies knowledgeable about the fine details of laser welding to provide a manufacturing solution optimized for specific production requirements.
Laser Welding Mechanism
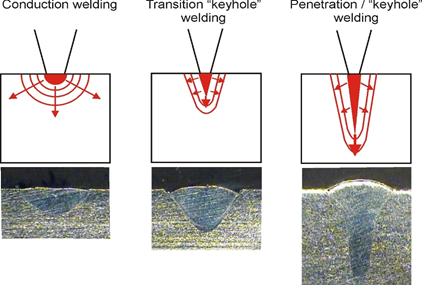
Conduction mode – Performed at low energy density, forming a weld nugget that is shallow and wide. Typically used to provide a very smooth highly aesthetic appearance, it is also used for battery welding seam sealing, to ensure that no particulates can enter the battery.Lasers focus all light power or photons to a very small diameter, which creates a very high concentration of power (power density) that rapidly heats up metals. There are three types of welding modes, based on the power density contained within the focus spot size: conduction mode, transition keyhole mode and penetration/keyhole mode (see figure 1).
Figure 1. Laser mode types
Transition mode – Occurs at medium power density and results in more penetration, with width to depth ratio around 1-1.5, and used in many micro weld applications.
Keyhole/penetration mode – Further increase in peak power density creates a vaporized element known as a keyhole. The keyhole has low optical density and therefore acts as a conduit to deliver laser power deep into the part. This mode creates width to depth ratios > 5.
Part Design for Laser Welding
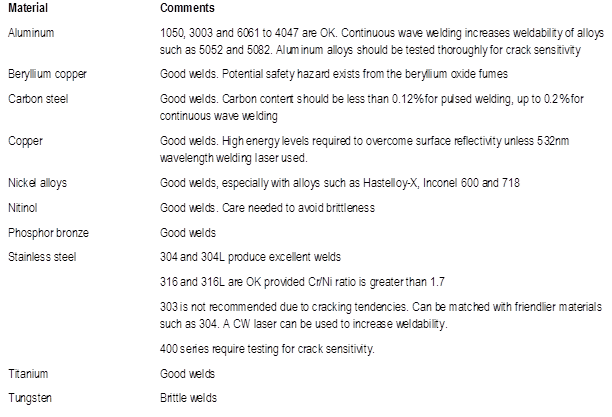
Before welding any parts, one must complete a weldability analysis, including material selection, joint design, fit-up tolerances and required weld functionality. Table 1 summarizes the weldability of the most common materials used.
Table 1. General material selection guidelines
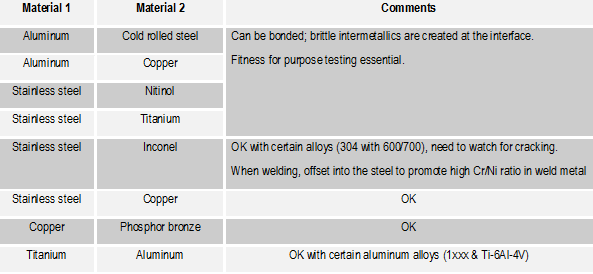
It is also important to conduct an analysis when welding dissimilar materials, because many desirable dissimilar material combinations create intermetallic regions that can cause brittleness. Table 2 provides general guidelines on dissimilar material selection.
Table 2. Dissimilar material selection guidelines
In micro welding plating material, thickness and method of plating can have a significant effect on the welding process. Nickel plating is preferred using an electrolytic plating method. Lap welding zinc-coated steel is common in the automotive industry. To do this kind of welding, one must provide a venting path for the low boiling point zinc.
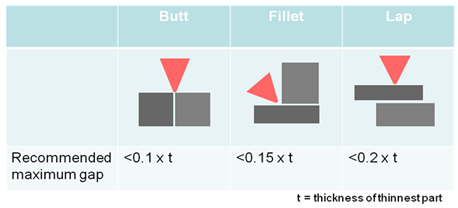
A wide range of joints geometries can be welded. The most common weld joint designs are shown in figure 2.
Figure 2. Three joint designs with weld gap guideline tolerance
Butt weld – Weld penetration is directly down the joint interface, a very efficient usage of power to attain weld strength. However, alignment of the laser to the butt joint is required, and as the thickness of the material decreases below 0.02 in, tooling the parts to be close together becomes a challenge.
Fillet weld – Weld penetration is angled to the joint interface; weld strength is a balance of weld width and penetration. For top sheet thicknesses less than 0.04 in, the laser can be directed vertically down to make motion easier.
Lap weld – With the two pieces overlapping, the top sheet must be penetrated to reach the interface. Strength is created by the width of the weld at the interface and not the penetration depth. However, there is no interface to align to and so this mode is very forgiving for laser placement on the part. Typically, this joint geometry requires the simplest tooling.
Pulsed Laser Welding
Pulsed Nd:YAG and fiber lasers are primarily used for finesse applications in micro welding. Peak power (used to control penetration) and pulse width (fine tuning parameter used for adjusting to penetration and weld width) are the key parameters to optimize. Optimum peak power is defined as the peak power that creates the deepest penetration without material expulsion. Typical values for peak power can range from 0.25-3 kW, with pulse width between 0.1-5 ms.
For seam welding, which is effectively a series of overlapping spot welds, the pulse repetition rate or pulse frequency controls the heat into the part. When doing seam welding, it is important to maintain a consistent spot overlap around the part to avoid hot spots. Therefore, one should synchronize the position of the laser on the part and the firing of the laser; this operation is known as position-based firing. Figure 3 shows examples of the many materials and parts that can be welded with a pulsed laser.
Figure 3. Pulsed laser welding examples
Continuous Wave Laser Welding
A laser that can remain continuously on until turned off is known as a continuous wave (CW) laser. Either fiber, disk, CO2 or diode laser can be used for CW mode welding. CW lasers are typically used for keyhole/penetration welding applications. The laser parameters of concern are optical spot size, beam quality and power. Typical power levels for CW welding are between 1-6 kW, providing penetration depths up to and beyond 0.25 in (6 mm) in steels and aluminum.
Beam quality, or M2, is a relatively new parameter, which indicates how close the laser power profile is to a perfect Gaussian power profile. A laser close to the Gaussian is called single mode; a laser further from the Gaussian is called multi-mode. The beam quality must be chosen wisely.
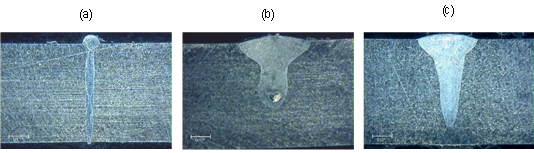
Figure 4 shows (a) a 500 W single mode fiber laser weld with an M2 value of 1.2 at 300 in/min (IPM) with a 30 µspot size; (b) a 700 W multi-mode laser weld with an M2 value of 15 at 100 IPM with a150 µ spot size; and (c) a 1 kW multi-mode fiber laser weld with an M2 value of 15 at 80 IPM with a 250 µ spot size. For example, when selecting a laser for butt or fillet welding, the single mode laser cannot be chosen because aligning the laser to the interface is not practical. However, it can be used for lap welding.
Figure 4. Beam quality effect on weld for a single-mode and multi-mode laser
One interesting aspect of the single mode fiber CW laser is the extremely high power densities they can provide, which can be used to weld highly reflective materials (like aluminum and copper) with relatively low average powers. Figure 5 shows a variety of examples of CW laser welding.
Figure 5. Examples of CW laser welding
Role of Assist Gas in Laser Welding
An assist gas may be used in laser welding to provide an inert environment that helps to prevent weld oxidation and simply to produce aesthetic shiny welds particularly in micro welding that is preferred by many end users; to reduce beam blocking by ultra-fine particles generated from keyhole creation; and to protect beam optics by redirecting fumes away from the focus head. Argon and nitrogen are the most commonly used gases; helium is occasionally used for critical penetration welds.
In penetration welding, an additional cross jet and air knife are also used to aid the removal of ultra-fine particles when welding with fiber and disk lasers, with the air knife situation below the cover slide of the focusing optics to prevent dust and at least aid in reducing spatter. Note that the best safeguard against excessive spatter for penetration welding is to use at least an 8 in (200 mm) focal length focusing optics, so the physical distance to the weld mitigates spatter.
Elements of a Laser Welding System
Every laser welding system has the same five elements: Laser, delivery of the laser to the workstation, laser focusing, motion and tooling.
For all lasers (except the CO2 laser) the laser can be delivered to the workstation by a flexible cable, which enables very convenient connection of the laser directly to the focus head. The focus head enables the laser to be focused to a fine spot, typically between 0.004-0.02 in. Then, suitable motion is used, which is selected based on the particular part. Motion can either move the laser, the part or both. The laser is a very flexible tool and provides a wide variety of production solutions. Tooling is the final critical element of the laser welding system. Its importance cannot be underestimated. Tooling must be designed to minimize fit-up tolerances.
Dr. Geoff Shannon is the Manager of Advanced Technology at Amada Miyachi America.
Advanced manufacturing with lasers will be showcased at the Laser Institute of America’s fifth Lasers for Manufacturing Event® (LME®) held at the Cobb Galleria Centre April 26-27 in Atlanta, Georgia — a hub of U.S. automotive, aerospace, heavy equipment and metal fabrication activity.
The move of LME to the Southeast from its former home in Schaumburg, IL, “is intended to bring this unique lasers-only event closer to a new group of manufacturers who stand to benefit greatly from the real-world market information we provide — in an environment exclusively populated by top-tier laser equipment suppliers and customers who are ready to buy,” explained LIA Executive Director Peter Baker.
Orlando, FL (Sept. 17, 2014) – Presenting first in what will be a two-day education track, David Havrilla will lead a tutorial on Principles of High Power Laser Welding on Tuesday, Sept. 23, the first day of the Laser Institute of America’s fourth annual Lasers for Manufacturing Event® (LME®), in Schaumburg, IL.
Havrilla is the manager of products and applications for TRUMPF Inc.’s laser division and brings with him 23 years of industry knowledge and acumen.
TRUMPF is a worldwide conglomerate widely considered to be one of the eminent names in laser design and components, with Havrilla representing their wealth of experience in manufacturing in his tutorial presentation.
Laser welding has revolutionized the manufacturing and machining world. Allowing metals previously thought impossible to weld to be joined, laser welding has taken the automotive, medical and aerospace component manufacturing industries into new territory. The focused and precise nature of laser welding has led to breakthroughs in design, stability and aesthetics in the markets taking advantage of this technology.
Invented two short years after the ruby laser in 1962, diode lasers are now taken for granted in many areas of our lives. You use them each time you pick up the phone, use a DVD or Blu-ray Disc, print or are at the grocery store checkout. All in all diode lasers make up a market of more than $3 billion, 50 percent of the total laser market.
Of course all these are very low power applications, with power levels in the milliwatt range, not quite usable for cutting or welding. Getting to higher power levels was driven mostly out of the need for better pumps for solid state lasers starting in the 1980s. Lawrence Livermore National Laboratory demonstrated a 1.45 kW stack in 1990, with high power laser bars cooled by silicon microchannel coolers. The late 1990s saw the first companies producing high power diode lasers for direct use in industrial applications. Limited by their brightness, these diode lasers were mostly used for plastic welding and heat treatment. Continue reading →