Generating more than 3,600 downloads in 2019, the articles listed below are some of the most read Journal of Laser Applications articles from 2019, all of which have been made free to read, download, and share for a limited time (until Monday, Feb. 3, 2020).
Publishing with us means your work will be widely read by the people who are most likely to cite your work – your global community of peers.
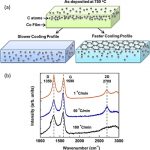
Nature is a bountiful source of inspiration to advance innovative surface functionalities, processes, and technologies for engineering materials. For example, the super-hydrophobic surface characteristic of the lotus leaf can be recreated by mimicking the microstructure and surface energy on stainless steels. This super-hydrophobic behavior, which causes water to roll off the lotus leaf while collecting dust particles, enables the self-cleaning of the leaf surface and is primarily due to the hierarchical conical structures, as well as the wax layer present on the leaf surface. A good understanding of the surface topography of the microstructures, water droplet contact angle, and surface chemical composition provides the important clues necessary for the creation of artificial super-hydrophobic or superhydrophilic surfaces and using state-of-the-art ultrafast laser ablation treatment.
Figure 1
Controlling the wettability of a material surface for superhydrophobic or superhydrophilic performance has been an interesting area where numerous different methods are being pursued. While many coatings and thin-films are able to achieve extremely high or low wettability, their endurance life, chemical compatibility, and large area scalability make them less attractive for manufacturing environments. Meanwhile, ultrafast pulsed lasers with several megahertz pulse repetition rates can tune the wettability of a surface without changing its chemical composition and offers higher endurance lives. This is accomplished by instant vaporization (laser ablation) of the material in specific micro-scale patterns thus creating structures that changes the way the surface topography interacts with water.
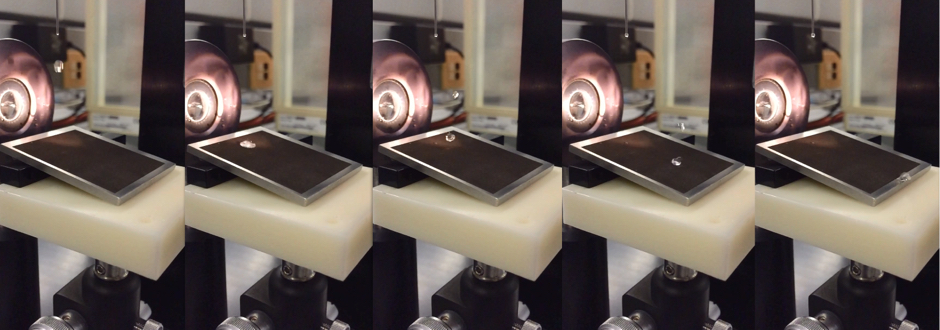
A superhydrophobic surface is characterized by its ability to repel water using structures that are akin to a bed of nails allowing the water droplet to rest only on the peaks using surface tension and therefore repel from the surface (see Fig.1). Contrarily, a superhydrophilic surface is characterized by its ability to attract and spread the water so features a series of channels that trap water and wick it away using micro-capillary forces. Such surface functionalization techniques have been developed at Canada’s National Research Council for stainless steel (304 SS) and Silicon Carbide (SiC) surfaces respectively to demonstrate the effectiveness of laser texturing technology for wettability control of common engineering surfaces. Fig.2 depicts superhydrophobic performance of a bouncing water droplet at ~5° tilt on 3×3 cm2 textured area.
Experimentally, a 10 W picosecond pulsed laser operating at 1 MHz frequency was focused to a tiny spot of 25 µm diameter. The samples were mounted on a CNC motion system equipped with argon gas protective environment. The optimization of laser structuring process included varying each of the laser parameters, e.g. power, frequency, feed rate, grid pitch, etc. and evaluating the water droplet contact angle using the standard drop-shape analysis method. For the 304 SS superhydrophobic surface, a laser beam fluence of 2.61 J/cm2 was used to promote narrower, shallower features by material redistribution rather than complete vaporization, while the SiC superhydrophilic surface was realized using a much higher fluence of 10.7 J/cm2 to create thicker and deeper channels for the water to impregnate. Both surfaces were machined using the five-axis CNC micromachining system to texture grid patterns, ensuring an even distribution of micro-structures.
Figure 2
The superhydrophobicity of 304 SS surface was highly dependent on post-processing conditions in order to tune the wettability. Specifically, the chemical nature of the surface was reactive for 14 days after laser processing due to high-power interaction with the material which excites the chemical state. The samples were thus stored in different environments and exhibited vastly different contact angles. Most notably, the sample which was submerged in deionized water showed hydrophilic tendencies while the sample kept in extremely dry (<8% relative humidity) air was highly superhydrophobic with a contact angle of 152º. Following this two week period, the sample attained stable chemical equilibrium and the wettability was unchanged regardless of environment.
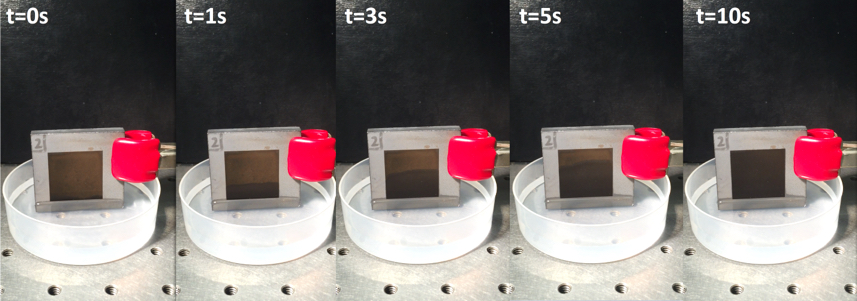
Figure 3
The superhydrophilic SiC surface on the other hand was not as reactive and therefore showed a contact angle of 0º immediately after processing. As aforementioned this sample was intended to have wider and deeper channels to hold and wick the water away from the contact point. The micro-capillary forces that are responsible for spreading the water across the surface were strong enough even to counter gravity; Figure 3 shown below depicts a time-lapse of a 3×3 cm2 textured area placed vertically with the bottom edge in water. Within a 10-second span, the entire surface was wet by the micro-capillary forces pulling water vertically against the force of gravity.
The potential for laser texturing technologies spans many applications in manufacturing industries. Superhydrophobic surfaces have been proposed as a method to mitigate many fluid problems; by decreasing the interaction between a pipe wall and the fluid, the drag experienced by the fluid has been shown to decrease significantly in both laminar and turbulent flows. Thus far, only superhydrophobic coatings and thin-films have been tested for this application however they remain plagued by rapid wear and very short lifetimes. The robustness of the laser texturing process to achieve superhydrophobicity therefore presents exciting new opportunities. As well as water repellency of superhydrophobic surfaces, longer freezing times of water droplets and lower adhesion strength of ice to the surface are characteristics of these high contact angle surfaces and thus present an iceophobic surface property. This enables applications for machinery that operate in colder climates such as wind turbines and airplane wings and engines.
Applications for superhydrophilic surfaces are commonly based on the micro-capillary forces demonstrated as the rapid dispersion creates a thin film of water on the surface. This thin film allows for an increased rate of evaporation from the surface opening doors for anti-fogging applications or greatly increased rates of heat transfer. Other applications manipulate the thickness of the film formed which can provide antireflection ability for surfaces such as solar cells. Superhydrophilic textured surfaces also exhibit increased adhesion strength with the liquid due to the impregnation of the liquid into the surface, therefore providing applications for improvement in bonding strength of joints between different material surfaces.
The wettability control functionalization on engineering surfaces opens the door for new applications with both superhydrophobic and superhydrophilic surfaces. The robust nature of laser surface texturing technologies in combination with chemical compatibility and industrial scalability makes this method unique and most promising to deploy a wide range of functions in manufacturing products. While this technology has already provided solutions to several significant industrial tasks, many more applications are currently being explored at NRC.
More details on this topic can be found on YouTube: Combined Wettability Control (https://youtu.be/7IW2aC_rkjw), Super-hydrophobic Bouncing (https://youtu.be/b1vXDuvf3aQ), Super-hydrophilic Ceramic (https://youtu.be/9ZCcW4cOccw), along with other presentations on NRC’s micro/nano-machining capabilities. Further details on these studies can be found in: Superhydrophobic and superhydrophilic functionalized surfaces by picosecond laser texturing. Journal of Laser Applications 30, 032505 (2018); https://doi.org/10.2351/1.5040641
The development of miniaturized portable and wearable electronic devices has attracted worldwide research attention, due to their increasing integration with human daily life. Different from traditional electronic devices on “hard” boards, such devices should be soft and flexible. A concept called “flexible hybrid electronics”, which is a hybrid of soft and hard parts, has been proposed to address the fabrication issue of flexible devices.
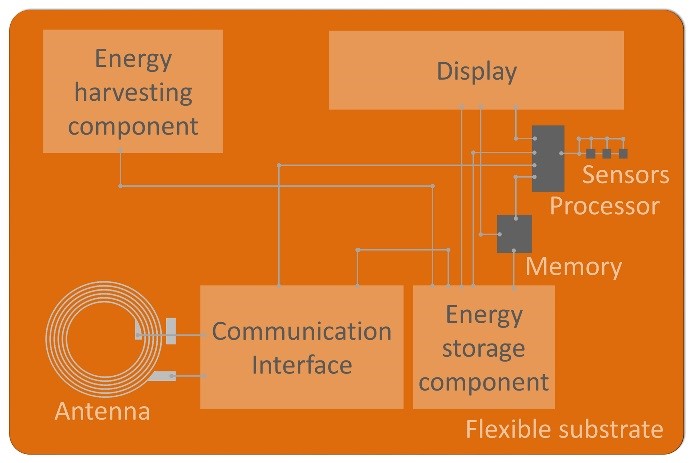
Fig. 1. A schematic image of a simple flexible hybrid electronic device.
The concept of a flexible hybrid electronic device is illustrated in Fig.1, in which “soft parts”, such as electronic interconnection, energy harvesting and energy storage components, antennae, and even displays, sensors, and communication interfaces, can be prepared via printing methods. “hard parts”, such as processor and memory, can be provided by the commercial small-size silicon components, which are small enough, and can be integrated into the device without influencing the flexibility. However, printing methods have some issues such as limitation of materials, high cost of inks, and complicated post-processing.
Laser direct writing is a non-contact, fast single-step fabrication technique without requirements for masks, post-processing, and complex clean environments. Meanwhile, various kinds of lasers have been rapidly developed with relatively low costs and broad available wavelengths and powers, and widely used in industry for materials welding, cutting, and polishing. Besides, laser processing can be focused into a micrometer-sized or submicrometer-sized area to realize on-demand fabrication of functional micro-patterns, showing the potential to be integrated into current product lines for commercial use. Laser direct writing has been demonstrated to prepare energy harvesting and energy storage components, electronic circuits, sensors, communication interface, and antennae.
Energy harvesting and storage components
Generally, a flexible device employs a thin film battery as the energy storage and supply unit, in combination with a flexible energy harvesting device such as a polymer solar cell. Recently, as a new type of energy storage device, micro-supercapacitors (MSCs), has been developed and recognized as potential power supply units for on-chip micro-devices, because they possess not only the advantages of supercapacitors such as high power density, excellent cycling stability, pollution-free operation, maintenance-free feature, and flexibility, but also simplified packaging processes and compatibility with integrated circuits. Among various materials for supercapacitors, carbon materials possess the properties which can satisfy the requirements of MSCs in the flexible devices, such as high specific surface area, high electrical conductivity, high electrochemical stability, and high mechanical tolerance.
Fig. 2. A carbon micro-supercapacitor prepared by laser direct writing.
Laser-induced carbonization of polymers such as polyimide has been demonstrated to prepare flexible all-solid-state carbon-based MSCs with high performance by laser direct writing on a polyimide (PI) film in air (Fig. 2). In order to suppress the oxidation process and thus, increase the conductivity of the laser-induced carbon structures, the laser direct writing was conducted on PI films in an inert gas such as Ar, resulting in carbon MSCs with improved volumetric energy density and power density. Furthermore, high-conductive Au nanoparticles can be incorporated to construct double-layer carbon/Au composite electrodes with improved conductivity by two-step laser direct writing.
It will be beneficial for practical use if energy harvest and storage units can be integrated into the same device. As a demonstration, TiO2 nanoparticles were deposited on one side of the laser-written interdigitated carbon electrodes by an electrophoretic method, forming carbon/TiO2 composite MSC with photo-rechargeable capability under UV irradiation due to the photovoltaic property of TiO2 nanoparticles. Although the charging voltage is not high enough for practical use currently, it is expected that such a strategy can be developed for practical use by optimizing the photo-absorption materials and the combination.
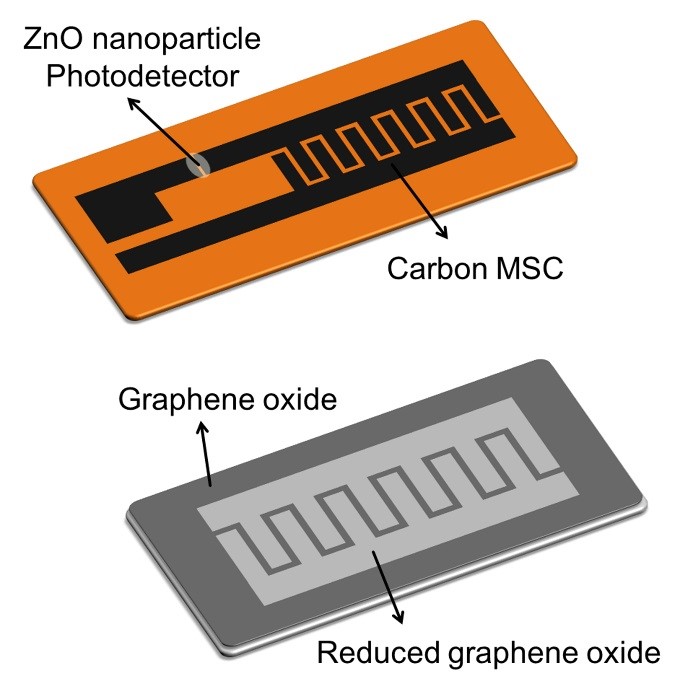
Fig. 3. Schematic images of an integrated photodetector (top) and a rGO/GO/rGO humidity sensor (bottom) prepared by laser direct writing.
Photodetectors and humidity sensors
Sensors are one of the most important interfaces with users in IoT (Internet of Things) technology, thence it is very important to develop various types of sensors for flexible devices. Laser direct writing can play an important role in preparing sensors directly on the flexible substrate with high performance and stability. For example, a photodetector for UV light can be fabricated by laser direct writing and deposition of ZnO nanoparticles, and can be integrated into the PI film with a carbon MSC fabricated by laser-induced carbonization, forming an integrated photodetector for practical use (Fig. 3, Top). Besides, a humidity sensor based on an interdigitated reduced graphene oxide (rGO)/graphene oxide (GO)/rGO structure prepared by laser direct writing was also demonstrated with high and fast response, flexibility, and long-term stability, showing the potential to be used in flexible devices (Fig. 3, Bottom).
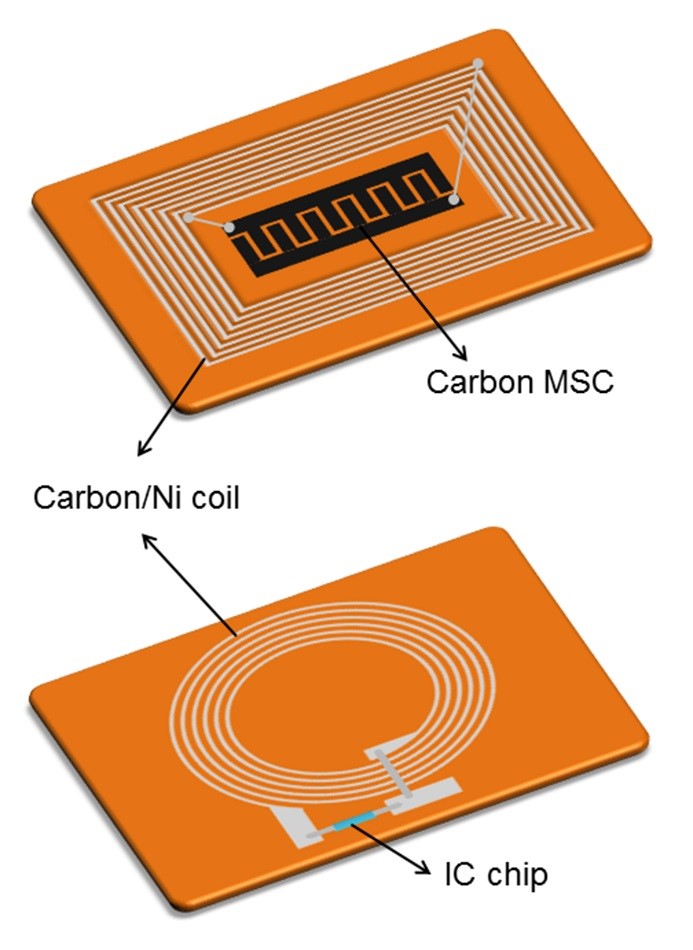
Fig. 4. Schematic images of an integrated wireless charging and storage device (top) and an NFC tag (bottom) prepared by laser direct writing in combination with electroless Ni plating.
Circuits, communication interface, and antenna
High-conductive metallic circuits with mechanical stability are very important in flexible devices as basic structures, and their preparation should be facile, cost-effective, and easily integrated with other electronic components. Laser direct writing has been demonstrated to pattern metallic Pd on PI films, which can act as catalysts in the electroless Ni plating process, producing high-conductive carbon/Ni composite structures. The carbon/Ni structures exhibited a certain flexibility and excellent anti-scratch performance due to the intimate deposition of Ni layer on carbon surfaces. Such carbon/Ni structures can be used as conductive circuits to construct practical devices. For example, a wireless charging and storage device can be fabricated by integrating an outer rectangle carbon/Ni composite coil for harvesting electromagnetic waves and an inner carbon MSC for energy storage, which can be fast charged by a commercial wireless charger (Fig. 4, Top). In addition, a near-field communication (NFC) antenna was prepared using a carbon/Ni composite coil, and acted as a communication interface with an NFC smartphone for harvesting signals, and an ultra-small commercial IC chip was integrated for data storage (Fig. 4, Bottom). The integrated NFC tag can be used for practical application.
Summary & outlook
While laser direct writing has been demonstrated to be an effective approach to preparing most of the components in flexible devices, such as carbon MSCs as energy storage unit, carbon/TiO2 MSCs for energy harvesting and storage unit, photodetectors and humidity sensors, high-conductive carbon/Ni structures for electronic circuits, and even integrated wireless devices, many efforts are still required to promote the laser direct writing technique applied in the development of flexible hybrid electronics for practical applications in IoT in the future.
Jinguang Cai, Institute of Materials, China Academy of Engineering Physics, Jiangyou 621908, Sichuan, P. R. China
Akira Watanabe, Institute of Multidisciplinary Research for Advanced Materials, Tohoku University, 2-1-1 Katahira, Aoba-ku, Sendai 980-8577, Japan
The device has been dubbed T-Cup and is capable of capturing images at over 10 trillion frames a second! “T-Cup” Was developed Jinyang Liang along with Caltech’s Lihong Wang and their colleagues. If the device you are reading this on happens to be a smart phone, you could capture about 30 frames per second. “T-Cup” is so fast that it can film light in slow motion.
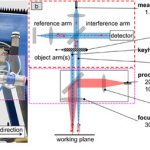
This new camera literally makes it possible to freeze time to see phenomena – and even light – in extremely slow motion. Although some measurements are possible, nothing beats a clear image.
~ Jinyang Liang
They had an established process known as compressed ultrafast photography to use as a starting point…
We knew by using only a femtosecond streak camera, the image quality would be limited. So to improve this, we added another camera that acquires a static image. Combined with the image acquired by the femtosecond streak camera, we can use what is called a Radon transformation to obtain high-quality images while recording ten trillion frames per second.
~ Lihong Wang
The process used here could have huge implications for medical and scientific research. You can read more about T-Cup at INRS.
By Achim Mahrle1,2, Madlen Borkmann 2,1, Eckhard Beyer1,2, Michael Hustedt3, Christian Hennigs3, Alexander Brodeßer3, Jürgen Walter3, Stefan Kaierle3
1 Fraunhofer IWS Dresden, Germany
2 TU Dresden, Germany
3 Laser Zentrum Hannover e.V. (LZH), Germany
Developers and users of industrial remote laser beam welding applications are often faced with different challenges under the conditions of series production. First, those applications are preferably conducted without any localized gas shielding, and therefore, specific interactions between the laser radiation and the welding fumes are very likely to occur, causing an impairment of the process stability, the reliability and the weld seam quality. Second, welding fume residuals are capable of contaminating workpieces, optical components and other parts of the processing chamber, and they are also able to cause a serious pollution of the cabin atmosphere, because a significant part of the welding fume species is harmful or even toxic and carcinogenic. Each of these points gives a good reason to develop appropriate cabin air flow concepts, but in practice, it is still a challenge to design and optimize the air or gas flow because (i) the conditions of an ideal gas flow regime are uncertain, (ii) different gas flows are able to interact in complex manners, and (iii) it is costly to describe and monitor the gas flow characteristics inside the processing chamber experimentally. Consequently, a complementary combination of experimental and theoretical work has been performed to improve the understanding of inherent issues and relationships.
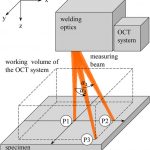
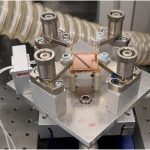
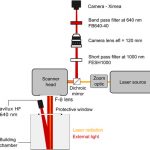
The experimental work was focused on the characterization of process phenomena and the determination of reliable welding conditions. For that purpose, a particular processing chamber was designed as shown in Figure 01. The interior view of this chamber shows inlet nozzles from a flat-jet type at different positions (1-3) on the right-hand side, as well as a global and a local exhaust air funnel (4-5) on the left-hand side. An additional cross-jet was applied to protect the laser optics (6). In this processing chamber, welding trials with a multi-mode fiber laser at an applied laser power of 3 kW and a welding speed of 2 m/min were performed on mild steel sheets with a thickness of 10 mm. Welds generated without any air flow showed no clear indications of a deep penetration process, and the weld depth was rather low. In contrast, the penetration was more than doubled under the influence of a well-defined gas flow. These findings emphasize the importance of an adapted cabin air flow with respect to the process efficiency. In the case of the investigations performed, local gas flow velocities in the range of 1 – 2 m/s above the weld zone were found to be sufficient to achieve this effect, and it was proven that larger values do not increase the penetration depth further on. In addition, it was found that a particular height of the welding plume is acceptable for stable welding regimes with maximum weld penetration depth. These processing conditions have been considered as a basis for optimization efforts regarding the cabin air flow.
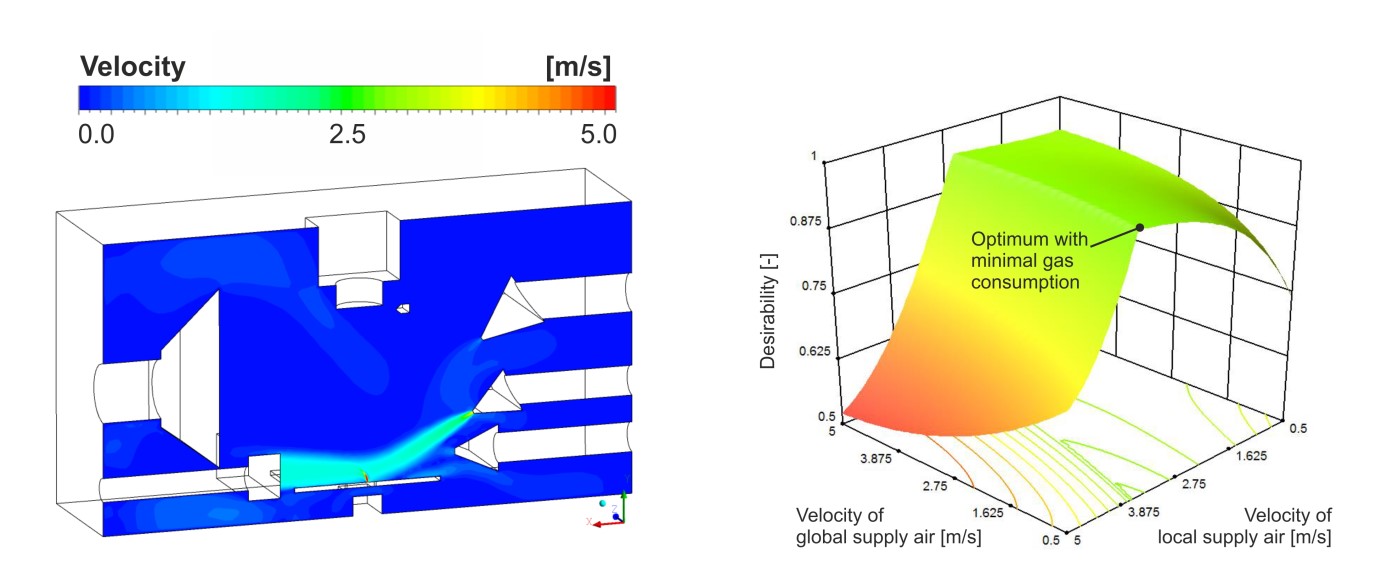
However, with respect to the whole cabin flow, simple rules for an appropriate design are hardly available and optimal parameter configurations are difficult to find by means of empirical approaches because of the high number of control factors and factor combinations. To give an example, the individual air flow out of the applied flat-jet nozzle type is determined by 4 factors, namely the flow rate, the nozzle inclination, the distance to the processing zone and the outflow aperture. For the whole cabin air flow, 19 factors of influence have to be taken into account in total, which means that 219, i.e. more than a half million, factor-level combinations are possible if each factor is tested at only two value levels. Obviously, there is no alternative to Design-of-Experiments (DoE) methods which provide so-called screening designs to identify the most vital factors from a group of 19 factors with a minimal number of 192 runs. Such an analysis was performed by means of a Computational-Fluid-Dynamics (CFD) model to derive detailed information on cause-effect relationships regarding the cabin air flow. Exemplarily, Figure 02 (left) shows a computed air flow field for a particular parameter constellation. Process emissions were modeled as metal vapor inflow rate, and the height of a particular vapor concentration isoline was used as model response for the cabin flow evaluation. As a result of the screening analysis, 6 factors out of 19 were found as the most vital ones. With such a reduced number of factors, it became possible to apply a so-called multi-level Response-Surface-Method (RSM) as a basis for an air flow optimization. With a numerical effort of 157 additional computation runs, the functional dependencies between control factors and outcomes were quantified and described by a cubic regression model. Such a regression model is numerically easy to use and can be applied efficiently to determine optimal parameter configurations by computing the desirability function, plotted in Figure 02 (right) as a measure of the degree of fulfillment of defined optimization criteria, i.e. the limitation of the welding plume height to an acceptable level with minimal overall air or gas consumption.
The study has demonstrated a methodology to optimize the complex cabin air flow under the conditions of remote laser beam welding. However, the specific results cannot be generalized in a simple way as adaptable rules for the design of industrial processing cabins, because the characteristics of particular chambers, the spatial and temporal processing conditions, the type of applied air-flow components and the peculiarities of the specific welding applications always have to be taken into account for a profound analysis.
Acknowledgements
The work was performed in close collaboration by the Laser Zentrum Hannover e.V. (LZH) and the Fraunhofer IWS Dresden as part of the publicly funded research project “Steigerung von Prozessstabilität und Schweißnahtqualität beim Remote-Laserschweißen durch gezielte Strömungsführung mittels Anlagenadaption” (RemoStAad) with the reference number IGF 18149 BG. The authors acknowledge the financial and administrative support by the Bundesministerium für Wirtschaft und Energie (BMWi), the Arbeitsgemeinschaft industrieller Forschungsvereinigungen “Otto von Guericke e.V.” (AiF), the Forschungskuratorium Maschinenbau e.V. (FKM), and the Forschungsvereinigung Schweißen und verwandte Verfahren e.V. (DVS).
Figure 01: Interior view of the processing chamber with installed components (left) and weld seam cross-sections without (right a) and with air flow control (right b).
Figure 02: Computed air flow field (left) and desirability plot revealing parameter constellations for an optimized cabin flow (right).