Selective Laser Melting is an increasingly important segment of additive manufacturing.
Considered by many to be the first major manufacturing revolution of the 21st Century, additive manufacturing continues to disrupt tradition and introduces new ways to shape our world. The following are a few of this year’s biggest innovators in the realm of selective laser melting:
IPG Photonics
Recently ranked on Forbes Fast Tech Top 25, IPG Photonics is making waves with their High Power CW Fiber Lasers for Selective Laser Melting and Laser Metal Deposition applications.
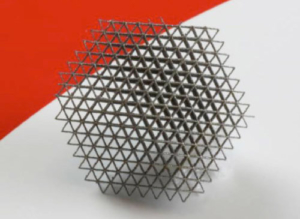
LPW focuses their research and development efforts around advancing the metal 3D Printing industry. Hi-StA-Part Clean Sky is just one of the many additive manufacturing projects LPW Technology is actively participating in.
Courtesy: SPI Lasers
SPI Lasers
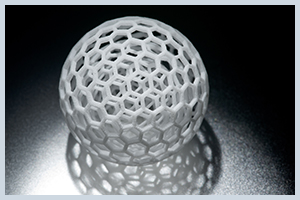
SPI Lasers is one of the leading manufacturers of fiber lasers. They’ve also contributed to the rise of selective laser melting. The redPOWER CW Fiber Laser is used to build “complex titanium implants and components” in a matter of hours.
Fractionalizing the wait time expected in traditional manufacturing, their systems have a lower operating cost and work virtually any sort of metal. Plus, SPI Lasers does an excellent job of outlining additive manufacturing practices and applications to educate curious minds. Between education and application, SPI Lasers is setting a standard of innovation in not only selective laser melting, but in additive manufacturing overall.
Interested in learning more about these exciting innovations in selective laser melting? Be sure to register today for the Laser Additive Manufacturing Workshop (LAM®) taking place February 21-22, in Houston, Texas. To learn more about LPW Technology, IPG Photonics, and SPI Lasers, visit them along with other LAM Sponsors & Vendors at LAM 2017.
The Laser Institute of America (LIA) is the international society for laser applications and safety. Our mission is to foster lasers, laser applications, and laser safety worldwide. Visit us at www.lia.org for more information.
Electro-optic and photonic technologyis expanding and evolving at a rapid rate. Disrupting established norms, innovating processes, and making new contributions to society every day, these growing fields are changing the way we see the world as we know it.
LasersToday.com – bringing you the latest Laser Innovators.
As a supporter of laser applications and practices, LIA acknowledges and celebrates these accomplishments in our newly launched Lasers Today Laser Innovators Series. In no particular order, here are three of the many companies doing their part to further the importance of electro-optics and photonics.
From life-saving bioimaging, to creating the most immersive parts of our favorite theme park rides, these notable advancements will inevitably impact some corner of each of our lives:
Earlier this year, a fiber light laser, developed by IPG Photonics, was used in a prototype 4K RGB laser projector. This projector, made by NEC Display Solutions of America, is designed for large theater screens. According to Businesswire, NC3540LS (the prototype) can be stacked into a two-projector setup, becoming one of the brightest projector options available, at 70,000 lumens. The projector was demonstrated at CinemaCon, this past April.
This year, Spectra Physics debuted Spirit-NOPA-IR, a three-photon imaging ultrafast laser source. With a peak power of > 10 MW, imaging of live tissue “results in exceptional clarity,” according to the company. This new imaging source is intended for neuroscience and other bio-imaging and expands on the company’s previous developments in bioimaging.
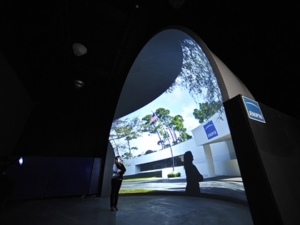
Photonics and electro-optics are becoming a focal point for cinemas and amusement parks, as they put a greater focus on projection technology. Jenoptik, anticipating future and current needs, recently completed a theater dome designed to test laser projection lenses. The theater hosts a screen 24 feet in diameter, elevated five feet in the air, as well as a 30 by 16 foot flat screen for digital cinema testing. Jenoptik has created a number of large-scale stage and movie projectors for 3D theaters, dark rides, and simulators. This development shows no sign of that trend coming to an end.
Electro-optics and photonics are creating a significant impact on a wide array of disciplines and industries. Outside of manufacturing and research applications, these companies are not only participating in innovative development, they are consistently changing the way laser and photonic applications are viewed in the world.
Want to learn more about these companies and other industry trailblazers? These and more will be in attendance at ICALEO taking place October 16-20 in San Diego, CA. With a 34 year history of uniting researchers and laser end users, you do not want to miss this year’s event. Click to Register today!
Don’t miss a single laser industry update! Lasers Today features the latest in laser applications, education, conferences and more. Sign up for the mailing list and get weekly updates sent directly to you at www.laserstoday.com.
There’s more to this inaugural conference than you think.
Have you heard the buzz about our inaugural Industrial Laser Conference? This one-of-a-kind industrial laser event is presented by Laser Institute of America and will be held at the September 2016 International Manufacturing Technology Show (IMTS) in Chicago. It is the foremost way for you and your team to learn how to incorporate lasers into your manufacturing processes, so you can stay competitive – and grow – in the current high-tech market.
Debuting on Tuesday, September 13, 2016 at the world-renowned McCormick Place, the Industrial Laser Conference will cover the spectrum of industrial applications of lasers, such as Additive Manufacturing (AM), Cutting, Welding, Marking, and more. Most importantly, the experts at the conference will show you exactly how to apply lasers to increase your organization’s profits and efficiency.
We couldn’t possibly pack every engaging detail about the conference in one Lasers Today blog post, but we can share with you our five favorite things about the first-annual event. Here are the top five things you can expect at the Industrial Laser Conference – and this is just the beginning:
1. The Industrial Laser Conference will be held at the famous IMTS
IMTS will run in its entirety from September 12-17, 2016, and will showcase over 2,000 exhibiting companies and more than 114,000 attendees.
If you’re already attending IMTS – the Industrial Laser Conference is a great complement to inspiring your skill set and furthering your company. Enjoy the entirety of the IMTS event, plus the Industrial Laser Conference – or travel to Chicago to learn about leading edge industrial laser manufacturing over a course of a day.
2. The conference is perfect for Production Pros, Manufacturing Engineers, Directors of Manufacturing, Design Engineers, Technicians – and more.
From manufacturing directors to automation engineers to production specialists, every member of the industrial manufacturing workforce can benefit from attending this conference, learning over the course of a full day how to leverage lasers into their manufacturing processes in a high-tech, high-demand market.
3. It is chaired by FANUC America Corporation’s Elizabeth Kautzmann
Take it from us – Industrial Laser Conference Program Chair Elizabeth Kautzmann of FANUC America Corporation is ready to kick off this future-forward inaugural event. As Kautzmann explained to us in a recent interview, the innovative techniques on center stage at the Industrial Laser Conference are emerging and revolutionizing the industry to meet market demands, all rooted in the field’s collective understanding of conventional machining. You can read more about what this industrial laser leader has to say about the conference here.
4. It’s Industrial Laser Content-Packed
Anyone who works in industrial laser manufacturing can benefit from this event. From the “Tracking Trends in Lasers” program that will discuss today’s industrial laser opportunities in depth, to the latest advances in Additive Manufacturing, Hybrid Manufacturing, and Kautzmann’s favorite, “Trends in the Trenches,” there is something for everyone at the Industrial Laser Conference. View the full program here.
5. It’s Future-Forward – and Focused on You
This event is perfect for both industrial manufacturing professionals who want to improve their laser program – and those who have considered lasers as part of their processes before, but haven’t made the leap just yet. From the novice to the expert, every member of the industrial manufacturing spectrum can benefit from this future-forward event that is 100 percent focused on your individual and collective success.
Learn More about the Event – Sign Up Now!Click to register. If you have any additional questions, we’d be happy to help. Contact our Conference Team: conferences@lia.org, or +1.407.380.1553.
In today’s automotive industry — and its high-volume production environment — laser welding has become a well-established joining technology. High productivity, low heat input, and fast welding speed are some of the main advantages of laser welding compared to conventional joining technologies — such as gas metal arc welding (GMAW) or resistance spot welding (RSW).
The Laser Seam Stepper (LSS), developed by IPG Photonics Corporation, combines the advantages of RSW and conventional laser welding. The parts are pressed together by one (Poker) or two (C-Gun) pressure pieces, with a controlled clamping force up to 3000 N (Figure 1). Laser welding then takes place inside the pressure pieces, providing a Class 1 safety enclosure. In this way, no additional safety enclosure or clamping fixture is necessary, saving cost and valuable floor space.
Total weld length can be selected from 1 to 40 mm, with or without an additional weave. The frequency of the weave can be programmed between 1 and 25 Hz. An additional fume exhaust makes sure that all fumes are extracted from the process. If it is desired to achieve welds free of oxidation, shield gas (e.g., argon and nitrogen) can also be added to the process. To move the LSS to each weld location, it can be mounted on a six-axis robot (minimum 30 kg handling capacity) or gantry system.
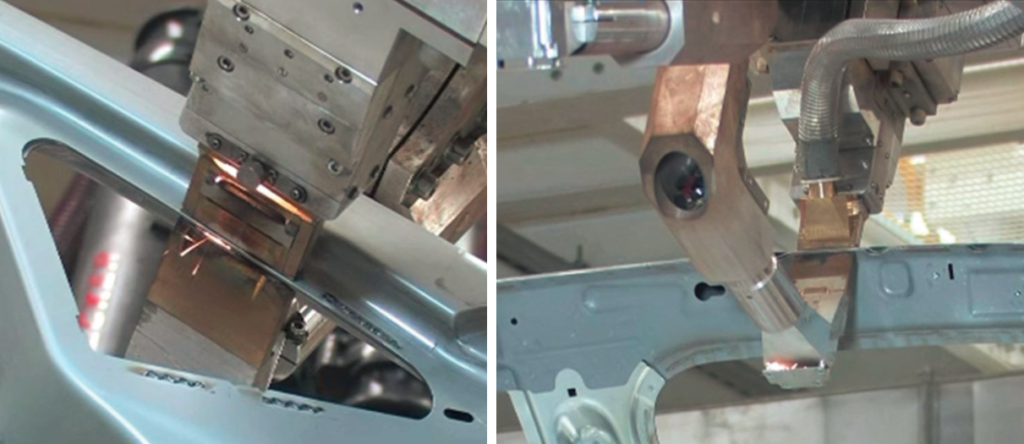
Figure 1. The Laser Seam Stepper (LSS) is available in two versions: The C-Gun version for two-sided access (a) and the Poker version for one-sided access (b)
Laser Beam Oscillation For overlap joints, the strength of the weld is mainly determined by its width. When conducting thick material welding or applications where increased weld strength is required, the LSS has the option to oscillate the laser beam in order to widen the weld. Figure 2 shows the comparison of two high-strength steel welds which were welded with and without beam oscillation. By weaving the laser beam the weld interface width was increased from 0.4 mm to 2.4 mm, which resulted in a shear tensile strength increase from 8.5 kN to 28 kN.
Figure 2. LSS beam oscillation comparison
Body-in-White Applications Laser welding offers significant advantages over resistance spot welding, especially in body-in-white (BIW) applications:
Higher process speeds (shorter cycle time);
Increased component strength by longer seams with higher torsional stiffness;
Smaller flange width;
Single-sided access;
Repeatable high-quality weld results; and
Low heat input (low distortion).
The implementation of high-strength materials in the automotive industry and the increasing demand for higher stiffness and rigidity require larger weld interface areas and low heat input during welding. In many cases, this cannot be achieved by conventional resistance spot welding, mainly due to the recommended minimum distance between spot welds and the high heat input, which negatively affects the characteristics of the welded material.
On Volkswagen’s current Golf VII model, LSS welding was implemented in various applications (Figure 3). Twenty-six resistance spot welds were replaced by nine laser seam stepper welds joining the B-pillar to the rocker panel. On the roof frame, four laser welds are now applied where 10 RSW used to be required. Besides the more than 50 percent cycle time reduction, crash-test performance was also significantly improved due to the low heat input and bigger weld interface.
Figure 3. LSS welding of triangle window (a) and roof frame (b)
To meet federally mandated fuel economy standards, car manufacturers are using more and more aluminum for body panels, engine components and structural parts, to dramatically reduce vehicle weight. Due to the high thermal and electrical conductivity of aluminum compared with steel, RSW requires much higher welding currents and contact pressure, resulting in high contact heat between the electrodes and the part to be welded. Thus, the electrode tips rapidly deteriorate, affecting the quality of the weld if not frequently dressed or replaced.
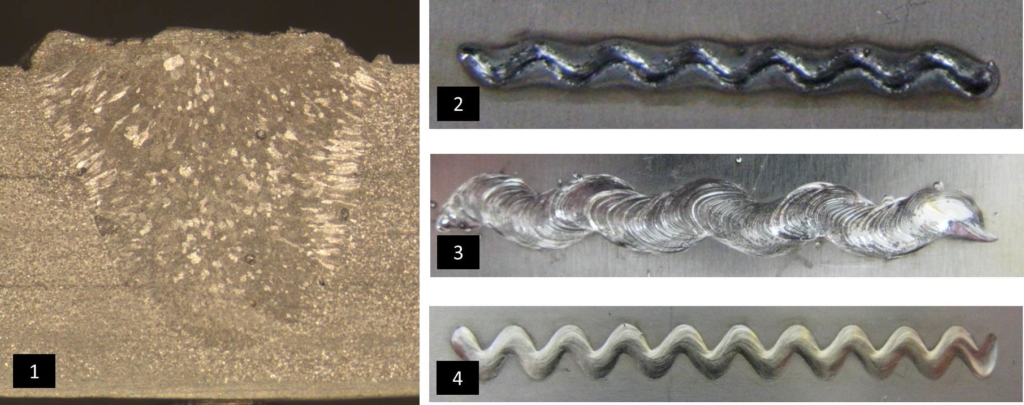
In high-volume production, this can be a crucial problem. With the LSS, excellent weld results can be achieved on aluminum. The quality of the welds is very repeatable and not dependent upon the condition of the tip. Figure 4 shows a 3-T lap joint welded with the LSS. The laser power can be precisely programmed to either result in a full- or partial-penetration weld.
Figure 4. 3-T aluminum joint, with each layer measuring 1.5 mm (1); high-strength steel weld (2); aluminum weld (3); and stainless steel weld (4)
Based on the experience of more than five years in production within a fully automated car plant, various new applications with different material combinations were developed with the LSS. Typical materials can be zinc-coated or high-strength steel, as well as stainless steel or aluminum. Overlap welds can be performed in stacks of multiple layers and are not restricted to 2-T configurations. The unique design of the upper and lower pressure pieces allow a reduction of the flange width from 15 mm (required for RSW) down to 10 mm, or even 6 mm.
Assuming a total contour length of 14,200 mm on all four door frames on a midsize car, a flange reduction by 6 mm will result in a weight reduction of approx. 4 percent and an approx. increase of the entrance area by 8 percent.
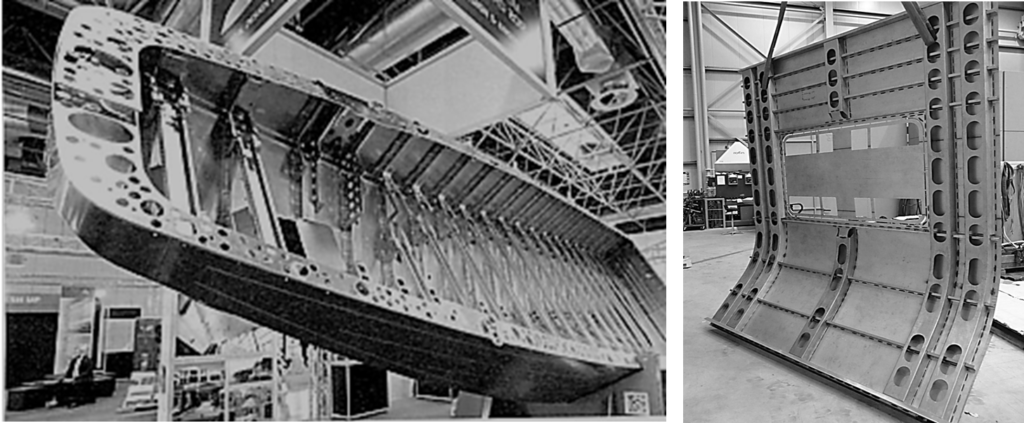
Large Part Implementations In some industries where large metal sheets are welded, the single-sided seam stepper holds a big advantage over conventional welding technologies. Implemented in several rail car, agriculture and shipyard applications, LSS showed excellent weld results due to the low distortion and elimination of any post-processing on the backside of the part, which in many cases is visible. Boat hulls are currently manufactured using the one-sided access picker version by a European ship manufacturer welding 4 mm thick stiffening structures to the outer skin panel.
This process used to be performed with metal inert gas (MIG) welding, where a costly clamping fixture and post-processing was required. Due to the implementation of laser welding, this was eliminated and the overall weld quality significantly improved (Figure 5).
Railway carriages are mostly made of mild steel, stainless steel or aluminum sheet panels with reinforced profiles on the inside. These reinforcements are commonly welded to the panels using GMAW, resulting in clearly visible and significant distortion. An additional complex straightening post-process is necessary. When this manufacturing process is performed with the LSS, it can be mounted on a robot or gantry system to move the weld head to each weld location. The picker then presses the reinforcement onto the panel and starts the welding process inside the light-tight pressure piece.
Besides serving as a hold-down device to minimize the gap, the pressure piece is the safety enclosure for deflected laser radiation. Additional light tight safety cells or post-processing is not required.
As a result of close cooperation with different manufacturers, the LSS has become a highly reliable laser welding tool with an uptime availability of 99.9 percent. Due to the high repeatability of the complete system (fiber laser and LSS module), excellent production quality can be guaranteed without the need for any rework or post-processing.
Michael Wiener is a Sr. Applications Engineer with IPG Photonics.
Keep exploring the latest thought leadership from LIA and Lasers Today. Read David Belforte’s recent article on Industrial Lasers outperforming Machine Tool Sales Growth here.
Take Advantage of LIA’s upcoming inaugural Industrial Laser Conference, held this year at IMTS in Chicago! For more information, including how to Register, please click here.